湖州外观检测技术
利用因果图生成测试用例的基本步骤:⑴ 分析软件规格说明描述中,那些是原因(即输入条件或输入条件的等价类),那些是结果(即输出条件),并给每个原因和结果赋予一个标识符;⑵ 分析软件规格说明描述中的语义.找出原因与结果之间,原因与原因之间对应的关系. 根据这些关系,画出因果图;⑶ 由于语法或环境限制,有些原因与原因之间,原因与结果之间的组合情况不不可能出现. 为表明这些特殊情况,在因果图上用一些记号表明约束或限制条件;⑷ 把因果图转换为判定表;⑸ 把判定表的每一列拿出来作为依据,设计测试用例。扭矩检测用于测量零部件的旋转力矩。湖州外观检测技术
机器视觉的应用与优势 :机器视觉技术的应用范围:在工业检测方面,近几十年来,在工业检测中利用视觉系统的非接触、速度快、精度合适、现场抗干扰能力强等突出的优点,使机器视觉技术得到了普遍的应用,取得了巨大的经济与社会效益。自动视觉识别检测目前已经用于产品外形和表面缺陷检验,如木材加工检测、金属表面视觉检测、二极管基片检查、印刷电路板缺陷检查、焊缝缺陷自动识别等。这些检测识别系统属于二维机器视觉,技术已经较为成熟,其基本流程是用一个摄像机获取图像,对所获取的图像进行处理及模式识别,检测出所需的内容。无锡检测定制厂家硬度检测用于测量材料硬度和强度。

检测内容:所有自动生产线的目标都是零剔除。鉴于当今的高速技术和潜在的人为错误,这个目标很难实现。视觉检测可以识别的典型缺陷包括:标签缺陷、封口和盖顶缺陷、产品与包装完整性缺陷、打印缺陷、容器缺陷。检测优势:1、非接触测量,对于观测者与被观测者都不会产生任何损伤,从而提高系统的可靠性。2、具有较宽的光谱响应范围,例如使用人眼看不见的红外测量,扩展了人眼的视觉范围。3、长时间稳定工作,人类难以长时间对同一对象进行观察,而机器视觉则可以长时间地作测量、分析和识别任务。4、利用了机器视觉解决方案,可以节省大量劳动力资源,为公司带来可观利益。
直至1936年,奥地利人保罗·爱斯勒(Paul Eisler)在英国发表了箔膜技术,他在一个收音机装置内采用了印刷电路板;而在日本,宫本喜之助以喷附配线法“メタリコン法吹着配线方法(特许119384号)”成功申请专利。而两者中Paul Eisler 的方法与现今的印刷电路板较为相似,这类做法称为减去法,是把不需要的金属除去;而Charles Ducas、宫本喜之助的做法是只加上所需的配线,称为加成法。虽然如此,但因为当时的电子零件发热量大,两者的基板也难以配合使用,以致未有正式的实用作,不过也使印刷电路技术更进一步。涂层厚度检测可用于确认涂层的厚度是否符合标准。

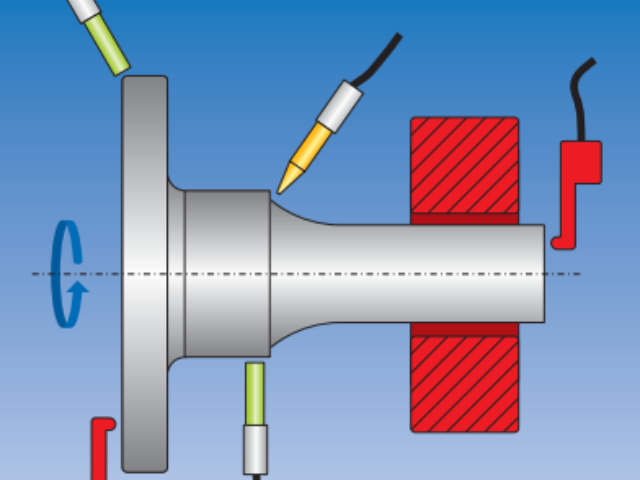
激光扫描传感器的种类很多,在这里我就不一一介绍了,ZM100、XLS激光扫描直径检测传感器,是国内较常用的一种激光直径检测传感器,它单个传感器单独工作较大可测59mm的物体直径,通过多传感器协同工作可测直径高达500mm,它不只精度高而且满足工业生产零件的非接触测量与控制。激光直径检测仪由两部分构成:发射器1 和接收器2。激光发光二极管3的光通过光学系统4形成了光幕。被测物体5的阴影图像通过望远镜系统6较终形成在线性CCD阵列7上。信号处理器9计算出它的大小。借助高速摄像机和图像处理技术,视觉检测实现了对产品外观的实时监控,确保每一个细节都达到理想状态。湖州膜厚检测设备生产厂家
裂纹检测:针对材料中的微小裂纹,采用光学、声学等多种方法进行精确探测。湖州外观检测技术
在某些应用领域,例如机器人、飞行物体导致等,对整个系统或者系统的一部分的重量、体积和功耗都会有严格的要求。机器视觉系统的构成和工作过程。一个完整的机器视觉系统包括:照明光源、光学镜头、 CCD 摄相机、图像采集卡、图像检测软件、监视器、通讯单元等。工业机器视觉系统的工作过程主要如下:1、图像采集卡接收信号并通过A/D转换将模拟信号数字化,或者是直接接收摄像机数字化后的数字视频数据;2、图像采集卡将数字图像存储在计算机的内存中;3、计算机对图像进行处理、分析和识别,获得检测结果;4、处理结果控制流水线的动作、进行定位、纠正运动的误差等。湖州外观检测技术
上一篇: 浙江电池测试系统定制
下一篇: 压力组装线供应商