上海大口径带颈平焊法兰定制加工
带颈平焊法兰与带颈对焊法兰所用不同的材料:带颈平焊法兰的材料按要求用厚的普通钢板加工,而带颈对焊法兰材料主要由锻钢零件加工。标称压力不同带颈平焊法兰的公称压力为0.6〜-4.0MPa,带颈焊法兰的公称压力为1-25 MPa;带颈对焊法兰和管的焊缝属于B级焊缝,平颈法兰和管接头的焊缝属于C型焊缝,焊接后的无损检测不同。带颈的平焊法兰和带对接的对焊法兰不能随意更换。就制造角度而言,颈缩平焊法兰内部翘曲大,重量轻且成本低。此外,公称直径大于250 mm。对焊法兰也应进行测试,不需要对法兰进行测试,并且成本较低。不同的连接方式:带颈的平焊法兰与带颈的对焊法兰之间的更大区别是管道与法兰的连接方法。带颈的平焊法兰通常以法兰角连接,而带颈对焊法兰是法兰与管道之间的对接。带颈平焊法兰只能与管道连接,不能直接连接到对焊管件。带颈对焊法兰通常可以直接连接到所有对接焊接管件,包括管道。带颈对焊法兰的刚度大于带颈平焊法兰刚度,对接焊接强度高于平焊法兰的不易泄漏。带颈平焊法兰和带颈对焊法兰不能随意更换。在操作过程中,增加带颈平焊法兰密封表面之间的距离,并且垫片材料应具有足够的弹性。上海大口径带颈平焊法兰定制加工
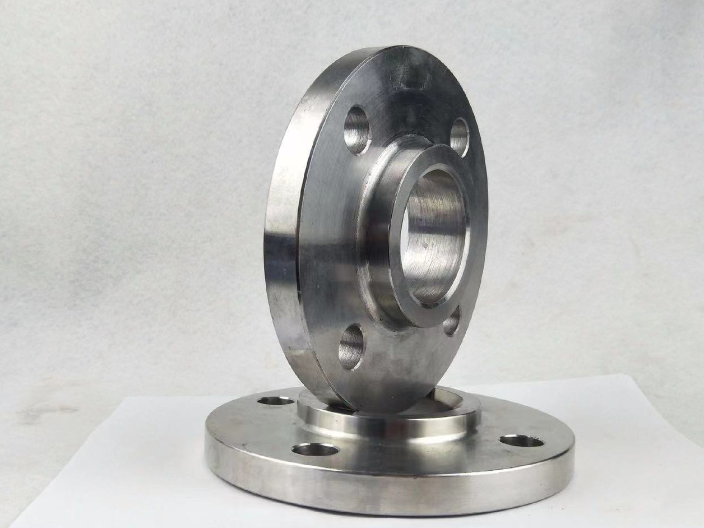
平焊法兰的主要设计缺点是它不能保证无泄漏。这就是其设计上的不足:连接是动态的,而且诸如热膨胀和起伏不定的周期载荷都会造成法兰面之间的移动,影响法兰的功能,从而使法兰的完整性受损,**终导致泄漏。任何产品都不可能没有缺陷,只是尽量控制产品的不足到**少,所以公司在生产平焊法兰时尽量完善产品的性能,使之发挥比较大的作用。平焊法兰的特点:平焊法兰不仅节省了空间、减轻了重量,更重要的是确保接头部位不会发生泄漏,具有良好的密封性能。紧凑法兰尺寸之所以减小,是由于减小了密封件的直径,这将会减小密封面的截面。其次,法兰垫片已被密封环所代替,以确保密封面对密封面的匹配。这样一来,为了压紧密封面*需要很小的压力。随着所需压力的降低,螺栓的尺寸和所需数量都可相应减小,所以**终设计出了一种体积小且重量轻(比传统的法兰的重量减轻70%~80%)的新产品。因此平焊法兰式一种比较质量的法兰产品,减轻了质量和空间,对工业用途起了重要作用。平焊法兰的密封原理:螺栓的两个密封面相互挤压法兰垫片并形成密封浙江合金带颈平焊法兰带颈平焊法兰的质检的常见方法有:宏观组织检查宏观组织检查又称低倍检查,显微组织检查,超声波探伤。

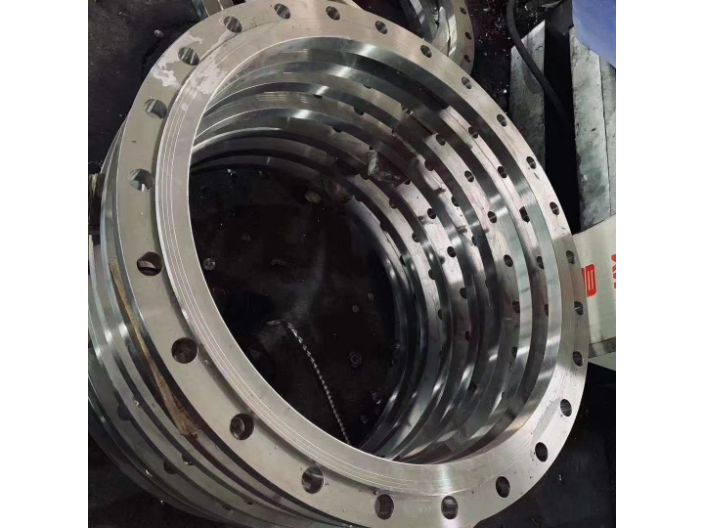
带颈平焊法兰处理一般为固溶热处理,通常称为“退火”,温度范围为1040—1120℃(日本标准)。也可以通过退火炉的观察孔进行观察。退火区的大的法兰管件应为白炽状态,但不得软化下垂。保护气体压力,为了防止微泄漏,炉内保护气体应保持正压,如果是氢气保护气,一般需要20 Kbar以上。退火气氛:一般采用纯氢作为退火气氛,空气纯度大于99.99%。如果大气的另一部分是惯性气体,纯度也可以较低,但不能含有太多的氧气、水蒸气。炉体密封,外壳有钢板和型钢焊接而成,用型钢和钢板焊接小车,通过与炉衬和砂封机构的软接触,减少热辐射和对流损失,有效地保证炉体密封。明亮的退火炉应关闭并与外部空气隔离;如果用氢作为保护气体,则只开一个出口(用来点燃所排放的氢)。用肥皂水检查退火炉各接头的间隙,看它是否脱落。其中,容易跑气的地方是退火炉进入管外的地方,这里的密封圈特别容易磨损,应经常检查更换。
带颈对焊法兰和带颈平焊法兰的区别1、 焊缝形式不同: 带颈平焊法兰管子与法兰的焊接焊缝形式为角焊缝,而带颈对焊法兰与管子的焊接焊缝形式为环焊缝;2、材质不同:带颈平焊法兰材质为厚度符合要求的普通钢板机加工而成,而带颈对焊法兰材质多为锻钢件机加工而成;3、公称压力不同:带颈平焊法兰公称压力为:0.6---4.0MPa的,而带颈对焊法兰公称压力为:1--25MPa等级的。4、还有一点,带颈对焊法兰与接管连接的焊缝属B类缝,带颈 平焊法兰与接管连接的焊缝属C类缝,焊后无损检测不一样。5、带颈平焊法兰与带颈对焊法兰不能随便替换,就制造角度而言,带颈平焊法兰(SO是SLIP ON缩写)内径大,意味着重量小,成本就低,另外公称直径大于250mm的带颈对焊法兰(WN是WELD NECK的缩写)要检测,SO的法兰不需要检测,所以成本就低了。在日常生活中要注意避免法兰出现碰撞的现象。
带颈平焊法兰的质检的常见方法有:(1)化学成分检验:般锻件毛坏不进行化学成分检验,其化学成分是以治炼时的炉前取样分析为准的。但对重要的或有疑问的锻件,可在锻件上切下一些切屑,采用化学分析或光谱分析来检查其化学成分。(2)外观形状和尺寸检查:采用目测、样板或划线的方法检查锻件的表面缺陷、形状误差和尺寸大小,以确定锻件是否满足图样尺寸的要求。(3)宏观组织检查宏观组织检查又称低倍检查:是用肉眼或不大于10倍的放大镜,检查锻件表面或断面的宏观组织,其主要方法有硫印。热酸浸、冷酸浸和断口等。(4)显微组织检查:显微组织检查即金相检查,是在光学显微镜下观察、辨认和分析锻件的微观组织状态和分布情况,从而有助于了解微观组织和锻件性能的关系。金相检查除了检 查微观组织也能显示偏析及一些化合物的分布,并可进行晶粒度和非金属夹杂物的评级。(5)超声波探伤:超声波探伤是无损检验,是在不破坏锻件的情况下来检查锻件内部 或表面的缺陷。除了超声波探伤外,还有磁力探伤射线探伤等。由于超声波探伤具有穿诱 力大、灵敏度高、操作简单、速度快,且对人体无害等优点,目前已成为对大型锻件内部缺陷检查的主要方法。带颈平焊法兰在国内也有相关的标准体系概述,我国现行常用的钢制管法兰标准,主要有国家标准GB。南京突面带颈平焊法兰市价
带颈平焊法兰的质检的常见方法有:(1)化学成分检验,(2)外观形状和尺寸检查。上海大口径带颈平焊法兰定制加工
国际管带颈平焊法兰标准体系概述:国际上管法兰标准主要有两个体系,不同体系标准的法兰尺寸和压力与温度等级也就不存在互换性及一致性。这就要求在设计环节中就应确定选用的主法兰体系,并尽可能选用单一的法兰体系,随意混用将有可能危及整个系统的安全。以欧盟EN为代的欧洲管法兰标准体系(即PN系列),主要标准为EN1092-1、EN 1759(参照美洲体系制定)。另一个是以美国ASME为代的美洲体系(即Class系列),主要标准为ASME B16.5和B16.47(大直径法兰)。此外,还有日本JIS体系(公称压力采用K表示),不过其基本上沿用美洲体系。上海大口径带颈平焊法兰定制加工
上一篇: 无锡304L法兰平台
下一篇: 南京316L带颈平焊法兰价格