重庆小型医疗耗材加工研发
含光微纳科技有限公司的医疗耗材产品系列包括96孔细胞培养板和细胞培养皿,它们采用进口光学透明纯聚苯乙稀材料制造,通过特殊工艺加工而成,提供良好的细胞附着性能。所有产品都经过伽玛射线灭菌处理,确保无菌。这些细胞培养产品可用于促进原代细胞(如神经细胞、动物和人体细胞)的生长和繁殖。它们在国内外的许多高校、科研机构和生物工程公司中得到使用。在使用96孔板时,请确保细胞、培养基和工具都是无菌的,与一般的细胞培养操作一样。尤其要注意气流的方向,避免可能携带细菌的物品和手进入操作区域的上风处。我们的产品提供多方位的报告和分析功能,帮助您监控和优化工作流程。重庆小型医疗耗材加工研发

微量离心管,也称为EP管(Eppendorf管),是一种小型离心管,专门设计用于微型离心机,用于微量试剂的离心分离。这一创新产品问世于1963年,由德国的Eppendorf公司推出,为分子生物学领域的微量实验提供了全新的工具。如今,EP管已经成为实验室中不可或缺的小型管状容器。以下是我们提供的微量离心管产品描述:5ml圆底离心管:容量为5毫升,采用聚丙烯(PP)材料制成,每包装200支,每箱25包装。2ml刻度圆底离心管:容量为2毫升,每包装500支,每箱20包装。1.5ml刻度尖底离心管:容量为1.5毫升。0.5ml刻度尖底离心管:容量为0.5毫升,每包装1000支,每箱30包装。0.5ml薄壁尖底离心管:容量为0.5毫升,每包装1000支,每箱50包装。0.2ml刻度尖底平盖离心管:容量为0.2毫升,每包装1000支,每箱50包装。0.2ml刻度尖底球形盖离心管:容量为0.2毫升,每包装1000支,每箱50包装。这些微量离心管的多样性可以满足不同实验需求,提供了方便和精确的样品处理工具。河北注塑医疗耗材加工厂家加工过程中需要进行严格的记录和追溯,以便追踪产品的来源和流向。

我国医用耗材产品的出口数量很大,并且大部分传统产品的技术已经较为成熟,但是行业整体的研发水平较低,国内生产企业产品水平接近、产品同质化现象严重,大多为仿制,缺少hexin技术,产品技术含量和附件值较低。技术含量高、附加值大的产品,特别是一些关键产品例如血液净化透析器、PTCA导管、膜式氧合器等gaoduan制品主要被进口产品垄断,而我国出口的多为输液器、注射器、普通气管插管等低端产品。我国医用耗材生产企业应该加大研发投入、引进专业技术人才、借鉴国外技术优势和管理模式,逐步向gaoduan市场迈进。
96磁棒套具备以下产品特点:适用于深孔板,为各型号核酸提取仪提供的核酸提取支持。在核酸提取实验中,它可可靠地保护磁棒与液体分离,延长了磁棒的使用寿命。通过磁棒套的上下运动,能够有效实现样品在磁珠法试剂中的均匀混匀、裂解、结合、洗涤和洗脱。采用医疗级聚丙烯(PP)材料制造,具备的安全性。布局为12x8,专为游离DNA提取而设计,兼容KingFisherFlex系统。96磁棒套不含DNase/RNase污染物、不含DNA残留物,也没有热源产生。提供三种密封方式:不干胶密封、硅胶密封和热封膜密封,以满足不同实验需求。可以使用粘性膜密封、热密封,或者与深孔板盖一同使用,支持高压灭菌(121°C,20分钟)。板底和侧壁均匀,孔板上部平整,确保易于密封,且孔径一致。适用于鉴定系统、高通量筛选(HTS)、母板取样、存样、机械取样以及自动移液系统等广泛应用领域。可储存各类实验室溶液,包括大多数极性有机溶剂、酸性和碱性溶液。磁套按照SBS(生物分子筛选协会)标准生产,支持堆叠存放,便于高效储存和管理。加工过程中需要进行严格的质量反馈和改进措施,以提高产品的质量和用户满意度。
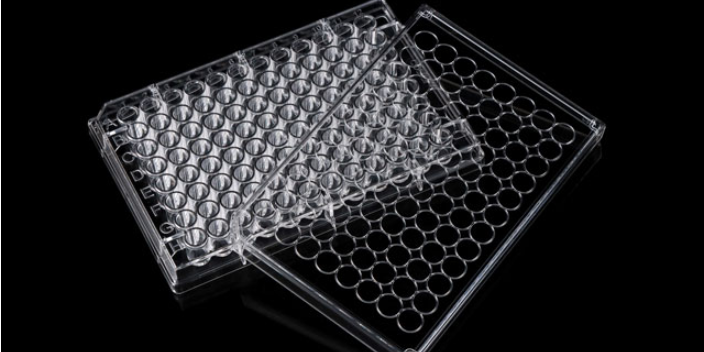
细胞培养板依底部形状的不同可分为平底和圆底(U型和V型);培养孔的孔数有6、12、24、48、96、384、1536孔等;根据材质的不同有Terasaki板和普通细胞培养板。细胞培养板与酶标板的区别酶标板一般要比细胞培养板贵,细胞板主要做细胞培养,也可以用来测蛋白浓度;酶标板包括包被板和反应板,一般不用做细胞培养,它主要做免疫酶联反应后的蛋白检测,需要更高的要求和特定的酶标工作液。常用不同培养板的孔底面积及推荐加液量不同孔板所加培养液的液面都不宜太深,一般在2~3mm范围,结合不同孔的底面积就可算出各培养孔的适宜加液量(参考下表)。若加液量过多会影响气体(氧气)交换,而且在搬动过程中易溢出造成污染。具体所加细胞密度依实验的目的不同灵活掌握我们的医疗耗材加工产品是您提高工作效率的合适选择。江苏三类医疗耗材加工质量
我们的产品具有高度的灵活性和可扩展性,以适应不断变化的需求。重庆小型医疗耗材加工研发
在模具方面,微型注塑对于加工设备的要求相对传统注塑要高很多。微型注塑在模具加工方面通常有两种趋势:第一种是采用镜面火花机加工,为了确保高精密度,比较好要使用石墨电极进行电火花加工,因为石墨电极的损耗比普通的铜电极要小很多。第二种比较常用的加工方式是采用电铸模,采用电铸工艺可以确保非常高的精度,但缺点是加工周期长,每一穴都要duli加工,还有在生产中如果有轻微损伤无法修复,只能重新更换损坏的穴位。在模具方面,模温也是微型注塑的一个很重要的参数。面对gaoduan需求的客户,目前比较常用的做法是借用高光注塑领域的理念,导入快速加热与冷却系统。理论上,高模温对于微型注塑很有帮助,比如可以防止薄壁填充困难、缺料,但是过高的模具温度又会带来新的问题,比如周期加长以及开模后收缩变形等。所以导入新的模具温控系统显得相当的重要,在注塑的过程中模具温度可以提高(可以超过所用塑料的熔点),使得熔体能快速充满型腔,防止熔体在充填过程中温度降低过快而造成充填不全;而当脱模时,模具温度又能迅速的降低,保持在比塑料热变形温度稍低的温度内,然后再开模顶出。含光是有专门的精密微注塑团队,可提供量产医疗耗材定制量产。重庆小型医疗耗材加工研发
上一篇: 广东注塑医疗耗材加工原理
下一篇: 浙江一次性医疗耗材加工原理