广东日用镶钨电极缺点
钨钢镶嵌后开裂的原因如下:原因一:模具原材料品质合金模具原材料品质较差或者保存不当的情况下,钨粉被氧化,材料的强韧性下降,服役承受力降低,导致模具开裂。原因二:模具结构设计硬质合金模具结构设计如果不合理,也会导致模具爆裂,比如说模具强度不够,刀口间距近,或者模板块数不够且不使用垫板。原因三:操作流程在生产前需要进行退磁处理,冲床吨位合适、规范操作猝火回火工艺等等流程操作,如果没有进行这类操作,或者操作不当,也会导致钨钢模失效。镶钨电极应用设备有哪些?广东日用镶钨电极缺点
镶钨电极
镶钨电极各颜色漆头所对应的规格型号:WT20红头钍钨电极,目前很稳定也是应用很普遍的钨电极,主要应用于碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接,但是有轻微的放射性污染。WC20灰头铈钨电极,目前使用范围只次于钍钨的电极,尤其在低电流直流的条件上应用居多。主要应用于碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接。WP20绿头纯钨电极,目前使用较少,应用于铝、铝合金、镁、镁合金、对焊接条件的要求不高。WZ8白头锆钨电极,目前应用较多,主要是铝及铝合金的焊接。金黄头镧钨电极和天蓝头镧钨电极,分别是WL20和WL15,应用范围非常大,是有前景的焊接电极,应用于铝及铝合金的焊接以及碳钢、不锈钢、硅铜、铜、青铜、钛等材料的焊接。实用镶钨电极设计镶钨电极,通常应用于高温、高压和强电条件下的电阻焊、点焊等工艺中。

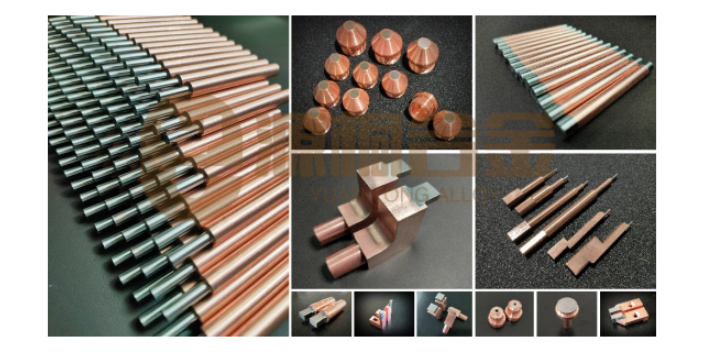
钨钼合金制品,镶嵌电极,铜镶钨电极,铜镶钼电极,铜镶嵌钨铜电极,铜镶银钨电极,源桐合金制品(深圳)有限公司专业生产各种电阻焊点焊、碰焊、滚焊电极;我公司依托科技大学的技术优势并具有20年的生产加工经验,铜镶嵌(钨、钼、钨铜)复合电极广泛应用于电机、马达、芯片等产品,铜线、铜编织线、铜片端子、银触点焊接。钨钼焊头跟铜采用NDB法、银熔渗结合方式,钨钼焊头与铜熔为一体高温状态下不会脱落,镶嵌电极导电好散热快,铜部容易设计成水冷形式,电极使用寿命长等同与日本、德国进口的产品,并且成本低货期短,为客户的自动化生产线降低成本并提高效率,我公司按客户需求定制设计提供一系列解决方案。
铜镶钨电极是一种电极制备材料,主要由钨和铜两种材料组成。其中,钨是一种高熔点的金属,具有高硬度、高密度、高热稳定性等特点;而铜具有优良的导电性和热传递性能。镶嵌电极主要应用于电阻焊、点焊等领域,是一种高性能的电极材料。在电阻焊和点焊中,铜镶钨电极由于具有优异的导电性、导热性和热稳定性等特点,常被用于焊接铜线、铜片、铝合金及其他合金材料,以及电子元器件等微型器件。常见的镶嵌电极有镶钨电极、镶钼电极、镶钨铜电极、镶银钨电极,根据客户生产的产品需求加工成各种形状的电阻焊镶嵌电极。镶钨电极缺点易受热应力影响:钨电极在高温下容易受到热应力的影响,导致电极变形或破裂。
镶钨电极主要用于高温高压环境下的电弧放电,例如电火花加工、等离子切割、电弧熔化等领域。镶钨电极具有高熔点、高硬度、耐腐蚀、耐磨损等优点,能够在高温高压环境下长时间稳定工作。常见的镶钨电极有钨钴电极、钨铜电极、钨银电极等,不同的材料适用于不同的工作环境和要求。在使用镶钨电极时,需要注意保持电极表面的清洁和平整,避免电弧放电时出现不稳定现象。镶钨电极主要用于高温、高压、强电流等特殊条件下的电弧焊接和切割。镶钨电阻焊点焊电极是一种非常常见的电极材料,被用于汽车制造、电器制造、金属加工、航空航天等多个领域。实用镶钨电极设计
镶钨电极的实际应用有哪些?广东日用镶钨电极缺点
镶钨电极的材料一般是由钨和其他金属或合金组成的。常见的镶钨电极材料包括:钨铜电极:由钨和铜组成,具有良好的导电性和热传导性能。钨银电极:由钨和银组成,具有高的电导率和热传导率,适用于高频电弧焊接。钨钼电极:由钨和钼组成,具有高的热稳定性和耐腐蚀性能,适用于高温环境下的电弧焊接。钨钢电极:由钨和钢组成,具有高的硬度和耐磨性,适用于对电极要求较高的情况。钨铁电极:由钨和铁组成,具有良好的热传导性能和机械强度,适用于中等功率的电弧焊接。广东日用镶钨电极缺点
上一篇: 河北国内镶钨电极焊接
下一篇: 海南进口电阻焊电极交易价格