不锈钢电推剪弹簧生产工艺
当我们开发一款新产品的时候,当中需要弹簧的时候,寻适合有实力有技术的弹簧生产厂家来配合是非常有必要的,1、图纸设计我们想要选购一款弹簧产品的时候要先将产品的数据设计出来,通过工程师绘图能更明白地与弹簧生产厂家沟通,绘制出一张弹簧图纸是购买弹簧配件的时重要的一个步骤。图纸的详细程度直接影响弹簧产品的质量效果。2、选择筛选供应商如果我们使用弹簧产品的话那么弹簧生产厂家就需要我们筛选,通过比较选择出适合我们的供应商,在互联网上弹簧生产厂家很多,我们要选择出质量和口碑都相对比较好的厂家来配合,也可通过实地的考察,了解我们选定的供应商是否适合我们。3、弹簧配件的材料比较当选择好了弹簧生产厂家合作生产弹簧配件的时候,我们可以与弹簧厂家进行技术交流,听取对方的建议结合我们的实际应用,选择出适合我们的弹簧原材料,不管是压簧、扭簧、卡簧还是一些特殊弹簧,作为弹簧的专业厂商都有自己的制造经验,通过交流我们能更正确选择我们的理想产品。弹簧的腐蚀按其反应的类型可分为化学腐蚀及电化学腐蚀。不锈钢电推剪弹簧生产工艺
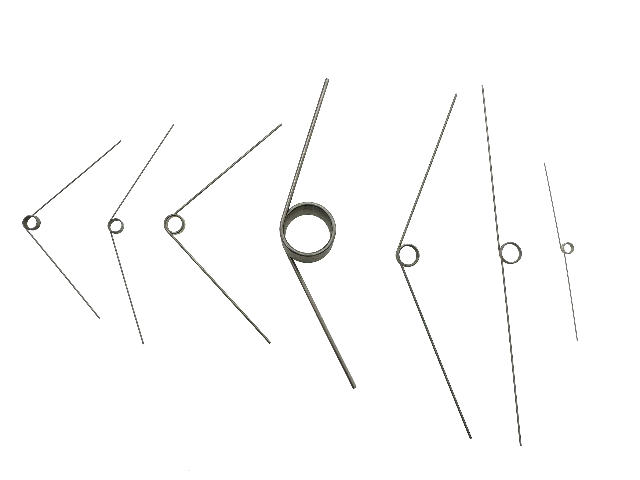
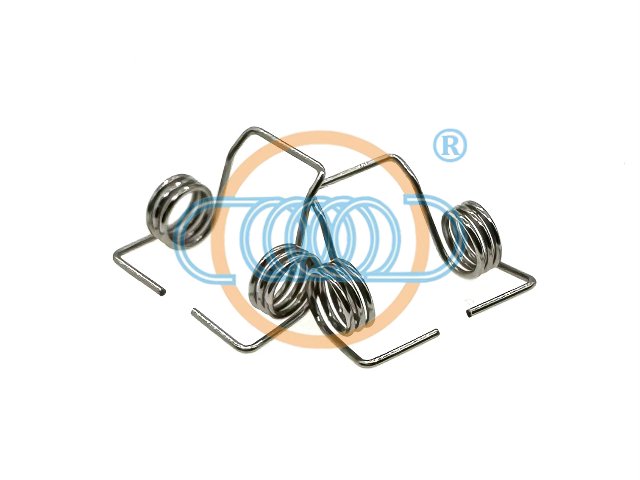
扭转弹簧的主要参数:弹簧线径d:这个参数是扭转弹簧的直径,d越大则表示扭转弹簧比较粗;心轴最大直径Dd:这个参数是扭转弹簧在工业应用中比较大的直径,这个直径的差值上下不能超过百分之二;内径Di:扭转弹簧的内径就是外径的大小然后去掉两个线径d,内径在扭转弹簧工作的时候可以小刀心轴直径,内径的差值上下不能超过百分之二;外径De:内径Di加上两个线径d就是外径,外径在扭转弹簧工作的时候会逐渐变小,公差一般在百分之二的基础之上增加或者减少0.1毫米;自然长度L0:这个参数是扭转弹簧不使用时的长度,工作后会减少,公差在百分之二;支承长度Ls:这个参数指的是从扭转弹簧的圈身中轴到弹簧支承的长度,公差在百分之二;比较大扭转角度An:这个参数是指扭转弹簧的极限,能扭转的比较大角度,公公差在上下十五度;最大负荷Fn:这个参数值得是扭转弹簧能制成的比较大力,公差在百分之十五;最大扭矩Mn:最大允许扭矩,公差在上下百分之十五;弹簧刚度R:这个参数值得是弹簧工作时的阻力,公差在百分之十五;知道了以上的参数并且都设置好之后,才能知道扭转弹簧能发挥多大的作用,扭转弹簧主要是利用弹性进行工作的,扭转弹簧一般是由弹簧钢制作而成,可以控制一些机件的运动广东不锈钢301扭簧厂商扭转弹簧的防锈处理对于延长其使用寿命非常重要。

我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。
产品的定制流程1.客户需求确认:我们的销售团队会与客户进行沟通,了解客户的具体需求,包括弹簧规格、材料要求、使用环境等等。2.产品设计与开发:根据客户需求,我们的工程师团队会进行产品设计和开发,确保产品能够满足客户的要求。3.样品制作与确认:根据设计方案,我们会制作样品,并与客户进行确认,确保样品符合客户的预期。4.生产与交付:确认样品后,我们将进行批量生产,并按照约定的交货期限准时交付客户。总结:东莞市玖胜五金弹簧有限公司作为一家专业生产压缩弹簧的企业,我们致力于为客户提供质量高、可靠性强的产品。我们的产品具有高弹性、精度高、长寿命、安全可靠等优势,并广泛应用于汽车、家电、电子设备、机械制造等领域。我们提供定制化服务,根据客户的需求进行产品设计和开发,并确保按时交付。欢迎您选择东莞市玖胜五金弹簧有限公司,我们将竭诚为您提供满意的服务!玖胜弹簧生产厂家客服人员全天在线服务,您在使用弹簧或者购买弹簧的过程中有任何的疑问,欢迎您与我司联系。
弹簧热处理的目的就是在于充分发挥材料的潜力,使之达到或接近需要的力学性能,从而保证弹簧在使用状态下长期可靠的工作。玖胜弹簧厂家在选择材料时,会考虑到弹簧的用途,重要程度,使用条件,包括载荷性质,大小及循环特性,工作持续时间,工作温度和周围介质情况等。加工热处理和经济性等因素。同时,也会参照现有设备中使用的弹簧,选做出较为合适的材料。随着机械向高速度,重载荷,质量轻,体积小的方向发展,对弹簧也突出了更高的要求,为了消除不利的剩余应力,改善弹簧表层的应力分布状况,获得高的有效应力,除了在选着材料和热处理中采取措施外,不少弹簧厂家在弹簧的制造中,经常采用机械强化工艺,列如抛丸处理,强压,拉,扭处理等弹簧的断裂多跟弹簧的材料有关,我们一般建议用质量好的材料。例如:碳素钢,不锈钢,琴钢等等。广东不锈钢301扭簧厂商
玖胜弹簧专注耐疲劳弹簧的生产,可为您提供来图来样加工定制,有工程团队和客服团队为您服务。不锈钢电推剪弹簧生产工艺
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。不锈钢电推剪弹簧生产工艺
上一篇: 东莞琴钢线压缩弹弓销售
下一篇: 东莞环保型线成型弹簧能马上供货吗