广州专业磁控溅射分类
平衡磁控溅射即传统的磁控溅射,是在阴极靶材背后放置芯部与外环磁场强度相等或相近的永磁体或电磁线圈,在靶材表面形成与电场方向垂直的磁场。沉积室充入一定量的工作气体,通常为Ar,在高压作用下Ar原了电离成为Ar+离子和电子,产生辉光放电,Ar+离子经电场加速轰击靶材,溅射出靶材原子、离子和二次电子等。电子在相互垂直的电磁场的作用下,以摆线方式运动,被束缚在靶材表面,延长了其在等离子体中的运动轨迹,增加其参与气体分子碰撞和电离的过程,电离出更多的离子,提高了气体的离化率,在较低的气体压力下也可维持放电,因而磁控溅射既降低溅射过程中的气体压力,也同时提高了溅射的效率和沉积速率。磁控溅射的优点:沉积速率高。广州专业磁控溅射分类
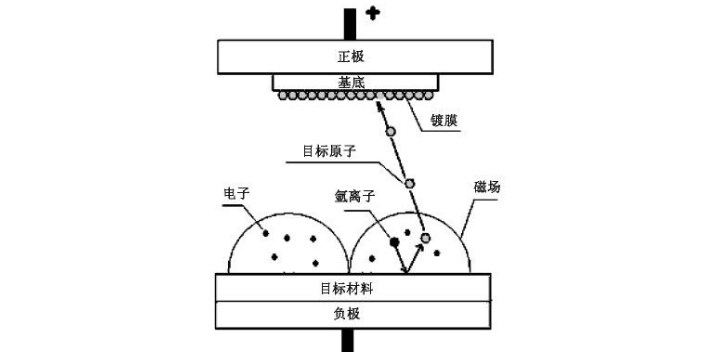
磁控溅射原理:电子在电场的作用下加速飞向基片的过程中与氩原子发生碰撞,电离出大量的氩离子和电子,电子飞向基片。氩离子在电场的作用下加速轰击靶材,溅射出大量的靶材原子,呈中性的靶原子(或分子)沉积在基片上成膜。二次电子在加速飞向基片的过程中受到磁场洛伦兹力的影响,被束缚在靠近靶面的等离子体区域内,该区域内等离子体密度很高,二次电子在磁场的作用下围绕靶面作圆周运动,该电子的运动路径很长。磁控溅射法是在高真空充入适量的氩气,在阴极(柱状靶或平面靶)和阳极(镀膜室壁)之间施加几百K直流电压,在镀膜室内产生磁控型异常辉光放电,使氩气发生电离。广州专业磁控溅射分类磁控溅射镀膜的适用范围:在不锈钢刀片涂层技术中的应用。
随着工业的需求和表面技术的发展,新型磁控溅射如高速溅射、自溅射等成为磁控溅射领域新的发展趋势。高速溅射能够得到大约几个μm/min的高速率沉积,可以缩短溅射镀膜的时间,提高工业生产的效率;有可能替代对环境有污染的电镀工艺。当溅射率非常高,以至于在完全没有惰性气体的情况下也能维持放电,即是只用离化的被溅射材料的蒸汽来维持放电,这种磁控溅射被称为自溅射。被溅射材料的离子化以及减少甚至取消惰性气体,会明显地影响薄膜形成的机制,加强沉积薄膜过程中合金化和化合物形成中的化学反应。由此可能制备出新的薄膜材料,发展新的溅射技术,例如在深孔底部自溅射沉积薄膜。
磁控溅射属于辉光放电范畴,利用阴极溅射原理进行镀膜。膜层粒子来源于辉光放电中,氩离子对阴极靶材产生的阴极溅射作用。氩离子将靶材原子溅射下来后,沉积到元件表面形成所需膜层。磁控原理就是采用正交电磁场的特殊分布控制电场中的电子运动轨迹,使得电子在正交电磁场中变成了摆线运动,因而大幅度增加了与气体分子碰撞的几率。磁控溅射目前是一种应用十分普遍的薄膜沉积技术,溅射技术上的不断发展和对新功能薄膜的探索研究,使磁控溅射应用延伸到许多生产和科研领域。磁控溅射技术在光学薄膜(如增透膜)、低辐射玻璃和透明导电玻璃等方面也得到应用。
在各种溅射镀膜技术中,磁控溅射技术是较重要的技术之一,为了制备大面积均匀且批量一致好的薄膜,釆用优化靶基距、改变基片运动方式、实行膜厚监控等措施。多工位磁控溅射镀膜仪器由于其速度比可调以及同时制作多个基片,效率大幅度提高,被越来越多的重视和使用。在实际镀膜中,有时靶材料是不宜中间开孔的,而且对于磁控溅射系统,所以在实际生产中通过改变靶形状来改善膜厚均匀性的方法是行不通的。因此找到一种能改善膜厚均匀性并且可行的方法是非常有必要且具有重要意义的。磁控溅射特点:可制备成靶的材料广,几乎所有金属,合金和陶瓷材料都可以制成靶材。广州专业磁控溅射分类
磁控溅射的技术特点是要在阴极靶面附件产生与电场方向垂直的磁场,一般采用永久磁铁实现。广州专业磁控溅射分类
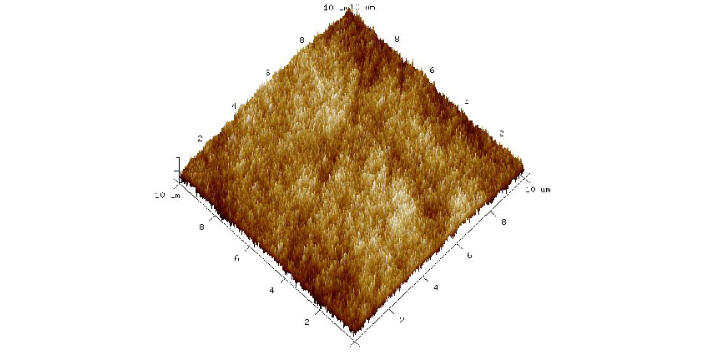
磁控溅射的优点:(1)成膜致密、均匀。溅射的薄膜聚集密度普遍提高了。从显微照片看,溅射的薄膜表面微观形貌比较精致细密,而且非常均匀。(2)溅射的薄膜均具有优异的性能。如溅射的金属膜通常能获得良好的光学性能、电学性能及某些特殊性能。(3)易于组织大批量生产。磁控源可以根据要求进行扩大,因此大面积镀膜是容易实现的。再加上溅射可连续工作,镀膜过程容易自动控制,因此工业上流水线作业完全成为可能。(4)工艺环保。传统的湿法电镀会产生废液、废渣、废气,对环境造成严重的污染。不产生环境污染、生产效率高的磁控溅射镀膜法则可较好解决这一难题。广州专业磁控溅射分类
广东省科学院半导体研究所是一家服务型类企业,积极探索行业发展,努力实现产品创新。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家****企业。公司拥有专业的技术团队,具有微纳加工技术服务,真空镀膜技术服务,紫外光刻技术服务,材料刻蚀技术服务等多项业务。广东省半导体所顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的微纳加工技术服务,真空镀膜技术服务,紫外光刻技术服务,材料刻蚀技术服务。
上一篇: 辽宁真空磁控溅射用处
下一篇: 吉林光刻价格