现场标准化是什么
红牌作战的实施范围:工厂内的任何场所,包括生产区、生活区及办公区现场等。a、库存:原材料、外购件、半成品、成品。b、设备:机器、工装、工具、量具、物流架、工作台。c、空间:地板、通道、工作区、墙壁、办公区。
红牌作战活动定义“红牌作战”是使用红色标签对工厂各角落的“所有违反6S的问题点”,加以发掘,并加以改善的方法,目的是激发全员参与、主动发现问题、积极解决问题、提前预防问题,实现6S活动“全员参与”,实现持续改进! 如何检查现场标准化管理的执行情况?现场标准化是什么
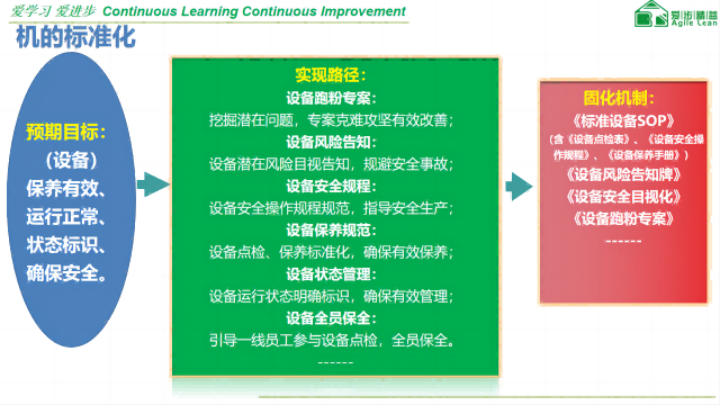
预期目标:(设备)保养有效、运行正常、状态标识、确保安全。
实现路径:设备跑粉专案:挖掘潜在问题,专案克难攻坚有效改善;设备风险告知:设备潜在风险目视告知,规避安全事故;设备安全规程:设备安全操作规程规范,指导安全生产;设备保养规范:设备点检、保养标准化,确保有效保养;设备状态管理:设备运行状态明确标识,确保有效管理;设备全员保全:引导员工参与设备点检,全员保全。
固化机制:编制37份《标准设备SOP》(含《设备点检表》、《设备安全操作规程》、《设备保养手册》)《设备风险告知牌》《设备安全目视化》《设备跑粉专案》 台州红牌作战现场标准化5S之形迹管理如何开展?
现代6S演变历程
6S起源于日本,是指在生产现场对人员、机器、材料、方法、信息等生产要素进行有效管理。整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(seiketsu)、素养(Shitsuke)安全(Security)是日语外来词,在罗马文拼写中,首字母都为S,所以日本人称之为6S。
多年前流行于日本的家庭管理方式,针对物与地的整理整顿。
1955年盛行“安全始于整理整顿,终于整理整顿”,提出“2S”。
1986年,首本6S改善专著问世,日本全国掀起5S热潮。
以丰田公司为力量的一大批倡导企业的推进使之活性化。
巨大的改善促进作用逐渐为各国管理界所青睐。
预期目标:(环境)环境优美、安全有序、全员创造、尽善尽美。
实现路径:标准化作战方案:通过洗澡/红牌/寻宝等运动,全员挖掘问题;重大环境因素攻克:针对影响环境因素关键难点问题专案突破;安全警示目视化:创安全环境、提高安全意识,预防安全事故;沉淀标准化制度:《6S管理方案》等机制固化,巩固实践成果;建立提案改善机制:激发全员智慧,群策群力,共同追求进步;设立监督检查机制:成立标准化委员会等检查机制,持续改进!
固化机制:《洗澡运动活动方案》《红牌作战活动方案》(304个红牌问题改善闭环》《寻宝运动活动方案》15项《专案处理方案》《6S管理规定》 如何实施现场标准化管理?

5S之油漆作战是指在5S生产管理活动中,通过涂漆来维护和翻新设施的方法。以下是油漆作战在5S中的具体应用:1.**清扫阶段**:在5S的清扫阶段,除了进行彻底的清扫,还要解决一些设施的破损、设备锈迹斑斑、地面墙面油漆脱落等问题。这些问题光通过清扫是无法解决的,需要通过涂漆等措施来进行翻新和维护。2.**整顿阶段**:在整顿阶段,可以选定需要进行涂漆的区域和设备,并进行记录。同时,要制定涂漆的标准,如颜色、厚度和干燥时间等。3.**清洁阶段**:在清洁阶段,可以根据制定的涂漆标准,对设施进行涂漆。在这一过程中,要注意确保工作区域的安全,并佩戴适当的防护装备。4.**标准化阶段**:在标准化阶段,要对涂漆的过程进行总结,并制定出涂漆的标准和流程。同时,要将这些标准和流程进行标准化,以便在今后的生产管理中进行应用。总之,油漆作战在5S生产管理活动中起着重要的作用,能够通过涂漆来维护和翻新设施,提高生产管理的效率和设施的使用寿命。如何应对不同文化背景下的现场标准化管理挑战?中山7s现场标准化
如何平衡现场标准化管理与企业运营的关系?现场标准化是什么
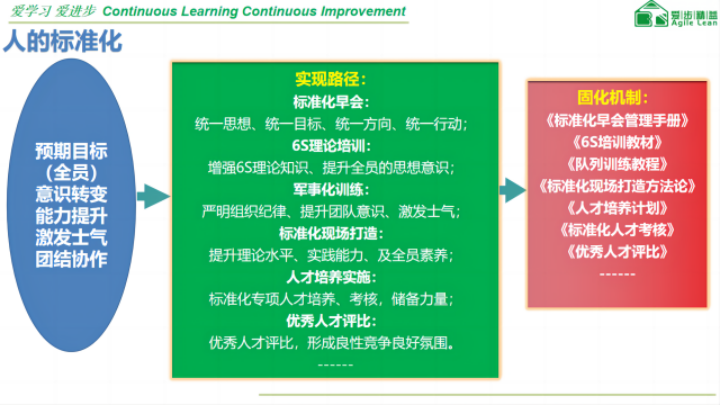
标准区域标准化打造,主要指导思想是围绕“人、机、料、法、环”五元素展开,顾问老师管理哲学引导、工具方法传授,公司全员参与,共同打造安全、有序、干净、整洁、文明、素养的工作环境。
标准化早会:统一思想、统一目标、统一方向、统一行动;8S理论培训:增强8S理论知识、提升全员的思想意识;训练:严明组织纪律、提升团队意识、激发士气;全员参与项目:提升理论水平、实践能力、及全员素养;人才培养实施:标准化专项人才培养、考核,储备力量;优秀人才评比:优秀人才评比,形成良性竞争良好氛围。 现场标准化是什么
下一篇: 福州厦门爱步精益咨询有限公司人才绩效管理