中山厦门爱步精益咨询精益生产降本增效
精益生产,作为一种高效的生产管理方式,其**在于追求浪费的**小化和价值的比较大化。它强调在生产过程中,通过不断地识别并消除各种形式的浪费,如过度生产、库存积压、等待时间等,以实现资源的比较大化利用。同时,精益生产注重顾客的价值需求,将满足顾客需求作为生产活动的**目标,确保产品能够真正符合市场期待。精益生产的**手段之一是流程优化。它要求企业对现有的生产流程进行深入分析,找出其中的瓶颈和低效环节,并通过技术革新、工艺改进等方式进行持续优化。这种持续改进的过程不仅有助于提升生产效率,还能确保产品质量的稳定提升。精益生产指特别的生产组织、管理方式。中山厦门爱步精益咨询精益生产降本增效
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
江门爱步精益生产1、准时制是由大野耐一领导、首先由丰田公司发展出来的。
5、细化生产任务生产计划要细化,能够细化到机台就细化到机台,能够细化到班组就细化到班组,能够细化到个人就细化到个人。当然,不同的企业类型细化的单位也有区别:如果是注塑车间,你得将生产任务细化到机台,每一个机台当天注塑什么产品?做多少量?如果是一条流水线,那你就要细化到这个班组当天的任务量是多少?如果是一个小组的计件,那你就要细化到这个小组中的3个人、5个人的一个任务量,要通过各种方式将生产任务传达给每一个员工,让每一个员工都明确的知道自己每天的工作任务是多少。只有这样你的任务不断细化,做的才有意义,你的日计划才算是贯彻到底了,也才有基础去落实,这是非常重要的一环。
精益生产之七大浪费的原因及对策工作分类:浪费:不产生附加价值的工作方法。即使该工作增值,可花费的时间,资源精力超过了界限。七大浪费:1)七大浪费--过量生产:过量生产即生产超出客户(或下道工序)所需求的数量以及过早生产过量生产表现形式:物流阻塞库存、在制品增加产品积压资金周转率低材料、零件过早取得影响计划弹性及生产系统的适应能力。
原因①人员过剩;②设备过剩;③生产浪费大;④业务订单预测错误;⑥生产计划不准确对策a.建立顾客为中心的弹性生产系统b.实现单件流生产c.快速换款d.实施拉动,看板生产e.均衡化生产2)七大浪费--不良改正原因①品质意识淡薄;②标准作业欠缺;③人员技能低;④品质点设置错误;⑤设备,模具造成的不良;⑥品质制度不完善对策a.提高质量意识,做出“三不”品质保证b.完善标准化作业制度c.单件流生产模式d.建立防错机制e.设备,模具定期保养f.推行7S制度3) 由日本丰田公司首先推出的,在生产组织、管理方面的一种好方式。
2、识别价值流特定产品的价值流包含三项关键管理任务,这三项任务是:①从概念,产品企划、设计,到投产全过程的解决问题任务。②从接单、制定生产计划再到交货全过程的讯息管理任务。③从原材料到成品,送到用户手中的物质转化任务。价值流分析能显示出沿价值流的三种活动:①能创造价值的步骤,如机加工改变物理形状的过程。②虽然不创造价值,但是在现有技术与生产条件下不可避免的步骤,如为保证品质,焊接处要检验。③不创造价值而且可以立即去掉的步骤。3、流动一旦精确定立了价值,也完整地制定出了某一特定产品的价值流图,消灭了明显的浪费步骤,实行精益思想第3步的时机也就到了,让保留下来、创造价值的各个步骤流动起来。为因应波动的冲击,应善用缓冲。企业应当定期进行生产流程分析和评估,找出不足之处,并采取相应的措施进行改进。中山厦门爱步精益咨询精益生产降本增效
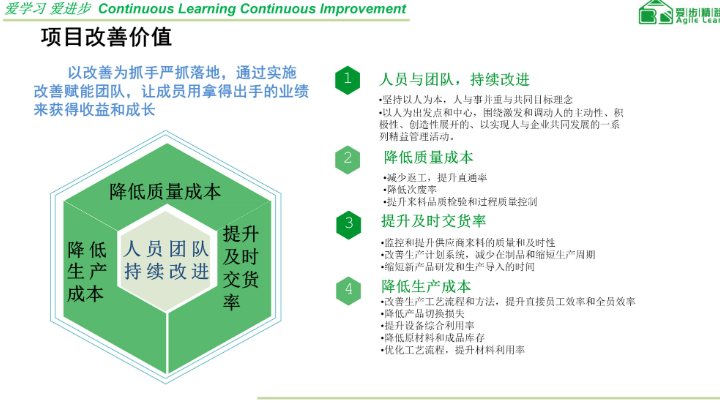
按期交付:精益生产管理通过简化生产流程,减少浪费,提高生产效率和产量,是得产品能够按期交付。中山厦门爱步精益咨询精益生产降本增效
七大浪费--动作12种动作上的浪费1.两手空闲的浪费;2.单手空闲的浪费;3.作业动作停止的浪费;4.作业动作太大的浪费;5.拿的动作交替的浪费;6.步行的浪费;7.转身角度太大的浪费;8.动作之间没有配合好的浪费;9.不了解作业技巧的浪费;10.伸背动作的浪费;11.弯腰动作的浪费;12.重复动作的浪费。原因①作业流程配置不当②无教育训练③设定的作业标准不合理对策a.一个流生产方式的编成b.生产线U型配置c.标准作业之落实d.动作经济原则的贯彻e.加强教育培训与动作训练6)七大浪费--加工原因①工程顺序检讨不足②作业内容与工艺检讨不足③模夹治具不良④标准化不彻底⑤材料未检讨对策a.工程设计适正化b.作业内容的修正c.治具改善及自动化d.标准作业的贯彻7)七大浪费--库存中山厦门爱步精益咨询精益生产降本增效
上一篇: 东莞战略定位精英成长训练营费用是多少
下一篇: 潮州精益生产流程标准化