上海挤出机螺杆清洗剂直销
螺杆清洗剂产品特点1.高效无残留:螺杆清洗剂能够迅速软化并除去螺杆、料筒、喷嘴上的积碳、色粉等杂质,清洗后无残留,不会对后续生产造成影响。2.适用范围广:适用于各种原料的注塑机,如ABS、PS、PE、TPE、PP、PVC、PA、PBT、PCT等,并且可与多种树脂混合使用。3.安全可靠:螺杆清洗剂硬度适中,不会损坏或侵蚀螺杆和炮筒,同时无毒性和腐蚀性,安全可靠。4.使用方便:螺杆清洗剂为颗粒状,可以直接与使用的树脂一起放入料筒内进行清洗,无需额外添加其他添加剂或改变温度。螺杆清洗剂是注塑机换色作业中的得力助手,让换色变得轻松快捷。上海挤出机螺杆清洗剂直销

螺杆清洗剂是一种专门用于清洁螺杆的产品。由于长时间使用和环境因素的影响,螺杆表面往往会积累污垢和油脂,导致其性能下降甚至故障。因此,使用螺杆清洗剂进行定期清洁和维护是非常重要的。 螺杆清洗剂具有多种优点。首先,它具有强力的清洁能力,能够有效去除螺杆表面的污垢和油脂。其次,螺杆清洗剂不会对螺杆材质造成损害,可以安全地使用在各种金属和合金材料上。此外,螺杆清洗剂还具有防锈和防腐的功能,可以延长螺杆的使用寿命。 使用螺杆清洗剂非常简单。首先,将螺杆清洗剂喷洒在螺杆表面,确保覆盖整个螺杆。然后,用刷子或布擦拭螺杆表面,以去除污垢和油脂。用清水冲洗螺杆,确保清洗剂完全除去。在清洗过程中,建议佩戴手套和眼镜,以防止清洗剂对皮肤和眼睛的刺激。 螺杆清洗剂的使用频率取决于螺杆的使用环境和工作条件。一般来说,建议每隔一段时间进行清洗,以保持螺杆的良好状态。此外,当螺杆出现异常噪音、卡顿或温度升高等问题时,也应及时进行清洗和维护。上海流延机螺杆清洗剂推荐使用螺杆清洗剂可以显著提高注塑机的生产效率,减少停机时间。

螺杆清洗剂的效果主要体现在以下几个方面,以下将分点表示并归纳相关信息: 增加产量: 使用螺杆清洗剂后,可以减少取出螺杆进行清洗的次数,从而减少停机时间,增加生产线的产量。 这一点对于提高生产效率、降低生产成本具有重要意义。 减省清洗成本: 螺杆清洗剂因其清洁能力强,少量即可达到理想的清洗效果,从而节省清洗物料和清洗时间。 根据参考文章2中的信息,相比传统的清洗方法,螺杆清洗剂能节省六成至八成的清洗物料及清洗时间。 减少次品: 定期使用螺旋清洗剂可以避免螺杆表面残留物导致的产品黑点等问题,进而减少次品数量,提高产品质量。
螺杆清洗剂的使用频率取决于多种因素,包括生产情况、使用频率、生产品质等。以下是根据参考文章中的信息,对螺杆清洗剂使用频率的详细解释和归纳: 生产情况: 如果生产特殊材质的产品或使用再生材料,这些材料的进料质量、干湿度等因素可能影响螺杆的积污情况。在这种情况下,建议相应缩短清洗周期,增加螺杆清洗剂的使用频率。 另一个例子是,当生产中出现料色不良、产品品质下降等情况时,也可能是螺杆积污所致。此时,需要对螺杆进行清洗检查,并根据实际情况增加清洗剂的使用。一些实践者提供了一些常规的螺杆清洗频率建议。例如,为了达到比较好的效果,建议在每周或者每次停机时使用螺杆清洗剂。螺杆清洗剂在注塑机换料时能够迅速去除旧料残留,确保新料质量。
身为清洗料,首先自身是不能对螺杆有腐蚀,以聚乙烯、聚苯酯等为主要材料的洗料酸性不强,腐蚀性小,对金属不构成损害;其次要能彻底除掉螺杆上的前料和前料留下的炭化黑色物质,洗料的熔融温度要比前料高,这样才能将残留的前料融化除去;还要保证自己全身而退,不残留在螺杆上,洗料自身不能和原料一样发生炭化。除此之外,清洗料还要用量少、效率高、污染少、适用性要广,为加工节约材料成本和时间成本。有了洗料可不是说洗螺杆就像洗衣服洗碗一样简单,即使有了清洗剂清洗螺杆也是一项复杂的工序。一般的步骤是: 1)选用合适的产品型号 2)先尽量排空料筒内残留的前一成型材料 3)投入洗料,将螺杆设在前进挡,转动螺杆挤出材料,直到前一材 料完全清洗干净 4)挤出洗料,用后一成型材料完全置换洗料。这其中还涉及到温度背压,速度等的调节,温度要达到洗料的熔融温度,调节背压让注射机先快速冲出残留物质,在调节合适速度让洗料能充分清洗螺杆。好的清洗料,配合专业的操作方法才能将螺杆清洗完成完成清洗的螺杆在不使用的时候还要进行涂油,做好保养工作能延长使用寿命,节约成本。螺杆清洗剂的使用可以降低注塑机的维修频率和成本。上海挤出机螺杆清洗剂直销
螺杆清洗剂对螺杆和料筒无腐蚀性,使用安全可靠。上海挤出机螺杆清洗剂直销
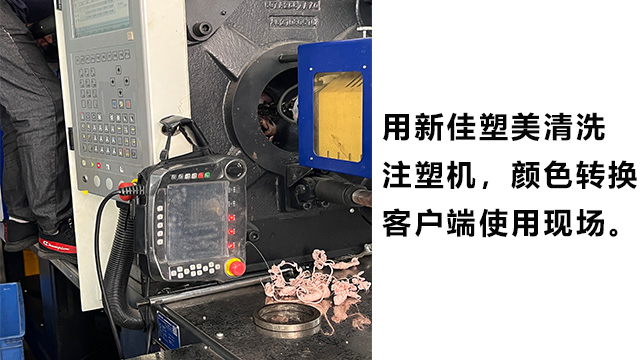
用螺感清洗料清洗,按以下步骤,若螺杆未干净,继续按以下步骤清洗,直到螺杆干净无杂点为止。1.将注塑机内的材料排出,将料斗清理干净2.根据用途选择螺杆清洗剂的牌号,并根据推荐用量称取对应数量的清洗料投入料斗。3.检查各区温度,如果在螺杆清洗剂的工作范围内,建议直接在该温度下清洗;如果超出工作温度范围,应该把各区的实际温度调整到工作温度范围内4.启动螺杆把螺杆清洗剂排出,用肉眼观察排出物,当射出物全部替换为清洗料后,停机进行塑化,清洗料在螺杆中滞留 5-8分钟对螺杆进行渗透后,高射速、高射压点动喷射出清洗料。依次循环操作3-4次,每次需停留时间5-8分钟反应,直到把料筒里的清洗料全部射完。5.继续启动螺杆,直至排出物外观完全干净,没有黑点和杂色:重点清洗喷嘴部分直到彻底干净。6.往料筒内投入接下来生产要使用的材料,启动螺杆将螺筒内的残余清洗料置换出来,开始正式生产。如果清洗温度与正式生产的温度不一致,应事先调整到正式生产的温度。上海挤出机螺杆清洗剂直销
上一篇: 通用型螺杆清洗剂厂家直销
下一篇: 天津聚氨酯材料清洗剂厂家