广州螺杆清洗剂批发
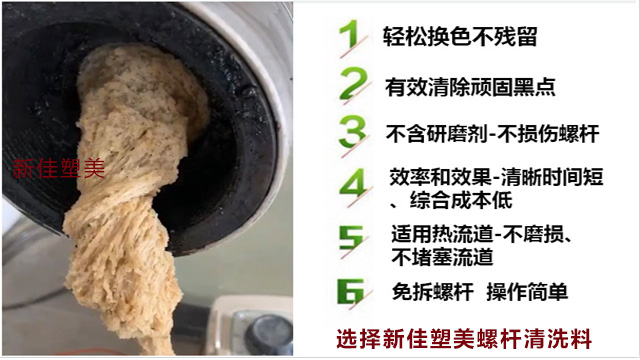
螺杆清洗剂产品特点1.高效无残留:螺杆清洗剂能够迅速软化并除去螺杆、料筒、喷嘴上的积碳、色粉等杂质,清洗后无残留,不会对后续生产造成影响。2.适用范围广:适用于各种原料的注塑机,如ABS、PS、PE、TPE、PP、PVC、PA、PBT、PCT等,并且可与多种树脂混合使用。3.安全可靠:螺杆清洗剂硬度适中,不会损坏或侵蚀螺杆和炮筒,同时无毒性和腐蚀性,安全可靠。4.使用方便:螺杆清洗剂为颗粒状,可以直接与使用的树脂一起放入料筒内进行清洗,无需额外添加其他添加剂或改变温度。螺杆清洗剂不仅清洗效果好,而且使用后不会留下任何残留物。广州螺杆清洗剂批发
身为清洗料,首先自身是不能对螺杆有腐蚀,以聚乙烯、聚苯酯等为主要材料的洗料酸性不强,腐蚀性小,对金属不构成损害;其次要能彻底除掉螺杆上的前料和前料留下的炭化黑色物质,洗料的熔融温度要比前料高,这样才能将残留的前料融化除去;还要保证自己全身而退,不残留在螺杆上,洗料自身不能和原料一样发生炭化。除此之外,清洗料还要用量少、效率高、污染少、适用性要广,为加工节约材料成本和时间成本。有了洗料可不是说洗螺杆就像洗衣服洗碗一样简单,即使有了清洗剂清洗螺杆也是一项复杂的工序。一般的步骤是: 1)选用合适的产品型号 2)先尽量排空料筒内残留的前一成型材料 3)投入洗料,将螺杆设在前进挡,转动螺杆挤出材料,直到前一材 料完全清洗干净 4)挤出洗料,用后一成型材料完全置换洗料。这其中还涉及到温度背压,速度等的调节,温度要达到洗料的熔融温度,调节背压让注射机先快速冲出残留物质,在调节合适速度让洗料能充分清洗螺杆。好的清洗料,配合专业的操作方法才能将螺杆清洗完成完成清洗的螺杆在不使用的时候还要进行涂油,做好保养工作能延长使用寿命,节约成本。浙江注塑机螺杆清洗剂换料由于清洁能力强,少量使用螺杆清洗剂就可以使螺杆焕然一新。
螺杆清洗剂的清洗效果评价可以从以下几个方面进行:效性。 清洗速度: 螺杆清洗剂清洗机械设备时的速度如何,能否快速将油污、污垢等清洗干净。 与其他清洗方式相比,螺杆清洗剂通常具有较快的清洗速度,能够减少清洗次数和时间。 清洗安全性: 螺杆清洗剂是否无腐蚀性、无刺激性,使用时是否安全。 主要成分如烷基苯磺酸钠、表面活性剂等含量较低,不会对环境造成污染,且使用安全。 清洗后的保护效果: 清洗后是否易生锈和腐蚀,能否延长机械设备的使用寿命。 螺杆清洗剂具有去泡和防腐的功能,清洗后不易生锈和腐蚀,能够保护机械设备。 环保性: 螺杆清洗剂是否不含有害物质及溶剂,不会污染环境。
清洗过程 提高温度: 设定适当的温度,通常是将模头和滤网接口处的温度提升30°C(在原有生产温度上),以帮助清洗料更好地溶解和去除残留物。 加入螺杆清洗剂: 将螺杆清洗剂按照建议的用量(通常是1.5倍螺杆量)加入料筒中。 循环清洗: 开启注塑机,让螺杆清洗剂在螺杆和料筒内循环流动,确保清洗料充分接触并溶解残留物。 停机反应: 当模头开始挤出螺杆清洗剂时,停机3分钟,让清洗料在螺杆内充分反应,以更好地去除残留物。 多次挤出: 每隔3分钟挤出一段清洗料,可重复此操作数次(通常5次),直至挤出的清洗料颜色变为褐色,表示清洗效果良好。 加入生产原料: 当清洗料挤到第三次时,可以开始加入生产原料,同时观察挤出的物料颜色,确保无残留清洗料。 恢复生产: 当新的生产原料完全挤出,并且颜色正常时,可以将螺杆的转速加快,以便将螺杆内的残留清洗料快速除去。 注意事项 安全操作: 在整个清洗过程中,要注意安全操作,避免清洗料接触皮肤或眼睛,如有接触应立即用清水冲洗。 温度控制: 注意控制温度,避免过高或过低的温度影响清洗效果或损坏设备。 观察清洗效果: 密切观察挤出的清洗料颜色变化,确保清洗效果达到预期。螺杆清洗剂在注塑机换料时能够迅速去除旧料残留,确保新料质量。
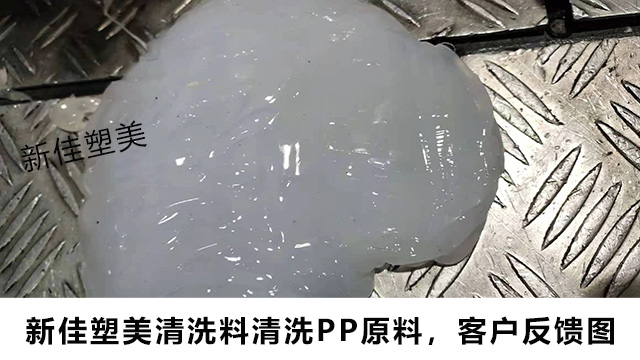
螺杆清洗剂具有多种优势,包括清洗彻底、环保无污染、速度快、用量少等。这些优势使得螺杆清洗剂在塑料加工行业中得到了广泛应用。此外,螺杆清洗剂还具有不伤螺杆表面的特点,能够保护螺杆的寿命。例如,PP螺杆清洗剂因其不残留、发泡型清洗不损伤螺杆和清洗干净及彻底等特点,在清洗过程中不易损伤螺杆表面。螺杆清洗剂广泛应用于汽车、机械、电子等行业的螺杆、螺纹和紧固件的清洗和保养。在这些行业中,螺杆清洗剂能够有效去除螺杆、炮筒、模头、射嘴粘黏的碳化物,延长螺杆的使用寿命和可靠性。此外,螺杆清洗剂还可以降低机械设备的磨损和故障率,提高设备的可靠性和稳定性。螺杆清洗剂在高温下仍能保持稳定的清洁效果。广州螺杆清洗剂批发
螺杆清洗剂颗粒均匀,易于投料和混合。广州螺杆清洗剂批发
用螺感清洗料清洗,按以下步骤,若螺杆未干净,继续按以下步骤清洗,直到螺杆干净无杂点为止。1.将注塑机内的材料排出,将料斗清理干净2.根据用途选择螺杆清洗剂的牌号,并根据推荐用量称取对应数量的清洗料投入料斗。3.检查各区温度,如果在螺杆清洗剂的工作范围内,建议直接在该温度下清洗;如果超出工作温度范围,应该把各区的实际温度调整到工作温度范围内4.启动螺杆把螺杆清洗剂排出,用肉眼观察排出物,当射出物全部替换为清洗料后,停机进行塑化,清洗料在螺杆中滞留 5-8分钟对螺杆进行渗透后,高射速、高射压点动喷射出清洗料。依次循环操作3-4次,每次需停留时间5-8分钟反应,直到把料筒里的清洗料全部射完。5.继续启动螺杆,直至排出物外观完全干净,没有黑点和杂色:重点清洗喷嘴部分直到彻底干净。6.往料筒内投入接下来生产要使用的材料,启动螺杆将螺筒内的残余清洗料置换出来,开始正式生产。如果清洗温度与正式生产的温度不一致,应事先调整到正式生产的温度。广州螺杆清洗剂批发
上一篇: 山西模具除垢剂清洗剂清洗剂环保吗
下一篇: 天津模具脱模剂批发厂家