北京车铣复合动力头哪里有
铣削动力头的使用注意事项:1、铣削动力头开机时应经常观察、检查油泵供油状态,如发现油镜无油时应立即停机检修。2、当选用所需转速时,应用手转动刀盘或电气点懂主轴旋转,方可进行变速,严禁主轴连续旋转时变速。3、铣削动力头进刀时,应首先松开铣头夹紧手柄,然后按铣削要求进刀,进刀完毕后重新夹紧铣头。4、本铣头设计刀盘很多直径为200mm(用于精铣)。5、铣削动力头选用20#-30#机械油。镗铣动力头操作规程工作中认真做到以下几点:1、铣削不规则的工件及使用虎钳、分度头及夹具持工件时,不规则工件的重心及虎钳、分度头、夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。2、在快速或自动进给铣削时,不准把工作台走到两,以免挤坏丝杆。3、不准用机动对刀,对刀应的动进行。4、工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。5、铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。6、动力头铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床铣削中产生震动。为何要选择高质量的动力头?北京车铣复合动力头哪里有

教你如何调节钻孔动力头的转速:1、确定欲调节的转速,算出主轴皮带轮、电机皮带轮及皮带的大小;2、卸下钻孔动力头的皮带轮箱盖;3、松开固定电机板的4颗内六角螺丝;4、松开定位螺丝,降下电机,取走原有的电机皮带轮、主轴皮带轮和皮带;5、换上算好的皮带轮及皮带(注意主轴皮带轮和电机皮带轮位置一定不能放错);6、装上皮带轮垫圈及固定螺丝;7、请边确认皮带的张力及边用定位螺丝提起电机,调节皮带的张力;8、安装好皮带轮箱盖。北京车铣复合动力头哪里有镗铣动力头的性能提升。
镗铣动力头具有自省身优点由于进给与旋转是同步进行,因此很薄或很软的材料也能被有效地加工。适应性强,可以很方便地调整加工螺纹的直径,螺距及行程。程长,附件种类多,可以方便地将单轴攻丝头换成多轴攻丝头,能同时满足用户小批量和大批量生产需要。不断响应用户对钻孔加工的高速化,钻削动力头,风电式底座型。镗铣动力头主轴旋转由电力,进给及控制由压缩空气压力进行的性能价格比很的钻削装置,根据加工条件可以从丰富的机种中选择的型号。底座型结构的高精度,高刚性钻削装置,主轴电动机采用了高性能,高功率的电动机、具有从低转速到高转速普遍的类型.钻孔攻牙主轴头属动力部件、可钻孔、攻牙作业、也可配装多轴器达到提升效率的结果.是精度要求较高之产品加工,量产型产品可配作自动化作业。
铣削动力头属于机床上的动力部件,可以使机床完成铣削、钻削等工序,为了能够安全的使用,需要我们注意以下事项。操作人员禁止戴手套操作,国戴手套而发生事故的也有很多,所以这点一定要馑记。女工还需将头发盘入帽内,不可穿短裤或裙子以及拖鞋工作。检查机床保险螺丝及销子有无松动,外露的传动部位必须有保护罩,工具、量具不能放在转动部位上。操作过程中需要注意自身安全,注意不要碰到或擦到,如果中途离开,一定要将机床关闭后再离开。铣削需要进刀时,要先将铣削动力头的夹紧手柄松开,再按铣削的要求进刀,进刀完成后重新夹紧铣头。要注意定期检查油泵的供油状态,不要等油镜无油时再注油。伺服同步攻丝动力头很大缩短了产品的加工周期,有效的提高了生产效率。
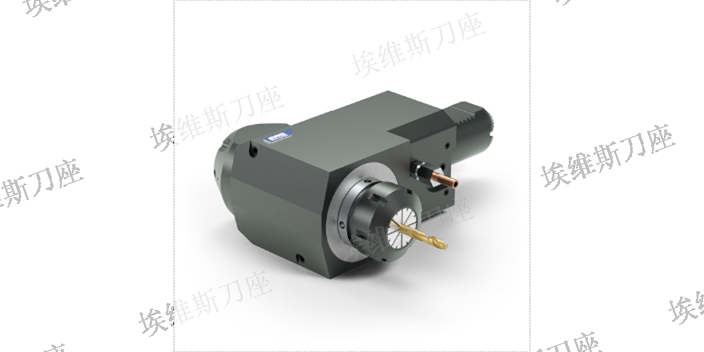
伺服钻孔动力头又名数控动力头,数控钻孔动力头。因其独特的优势,可连接大型加工中心,数控车床,CNC数控中心。那么,伺服钻孔动力头有着怎样的优势呢?进给机构采用高性能的伺服电机和高精密的滚珠丝杆,具有负荷加工时的进给速度高稳定性;行程进给采用高精密的滚珠丝杆,定位准确,进给速度快,效率高;行程进给采用伺服电机进行控制,行程长度可自由控制;精密度要求高的产品同样可以加工;结构紧凑,重量轻,便于安装;可配置多轴钻孔头,大幅度提高生产效率。镗铣动力头程长,附件种类多,可以方便地将单轴攻丝头换成多轴攻丝头。北京车铣复合动力头哪里有
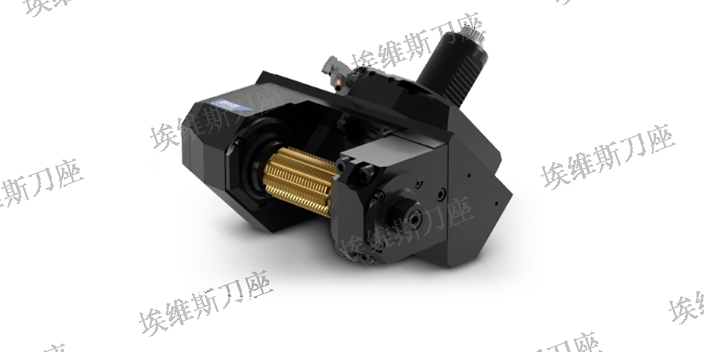
新款镗铣动力头主要适用于龙门铣床、端面铣床、组合机床和机床自动生产线中的垂直和侧面的铣削加工。北京车铣复合动力头哪里有
电、气动自动进给动力头的主运动采用三相异步电机驱动,经同步齿形带及花键轴将电机的转矩传递给主轴,不同的主轴转速可由更换不同的同步齿形带轮来实现。由于动力头的主运动采用电机驱动,主轴的转速特性好,输出功率和转矩大。由于气压传动具有动作反应快、环境的适应性好、结构简单、体积小等优点,并能实现无级调速,工作寿命长,动力源来源方便,因此,动力头的进给运动采用压缩空气作为动力源。考虑到空气的可压缩性,载荷变化时动力头的运动的平稳性较差,工进速度的调整和控制采用液压阻尼器来实现,动力头的快进和快退速度分别用排气节流阀来调整。北京车铣复合动力头哪里有
上一篇: HSK刀座供应商
下一篇: 浙江车铣复合动力头供应