济南螺旋输送机生产厂家
物流输送机械设备是只在一定的路线上连续输送物料的物料输送机械,对着输送机的要求树洞能力要大,运距时间长,同时在输送的过程中还会完成若干的工艺操作,接下俩中输的小编就来给大家简单的介绍一下常见的物流输送机械设备 一、带式输送机 带式输送机我们也可以叫成带式输送带,它是一种输送量大、运转费用低,应用范围比较广的输送设备,我们可以按照输送带的材料类型分为皮带、胶带或者是钢带等,按照驱动方式也可以吧带式输送机分为三大类:有辊式,无辊式和直线驱动方式。 二、滚筒输送机 对于滚筒输送机主要适用于一些底部是平面的物品输送,其主要是由传动滚筒、机架、支架、驱动部等部分组成,结构方式多种多样,滚筒输送机按照驱动方式可以分为动力滚筒线和无动力滚筒线,如果是按照布置形式分为水平输送滚筒线、倾斜输送滚筒线和转弯输送滚筒线。 三、垂直输送机 垂直输送机能够连续的垂直输送物料,可以使不同高度来进行连续的输送,垂直输送机时把不同的楼层间的输送机系统连接成一个更大的连续的输送机系统的重要设备,垂直输送机的当今比较普通的输送设备之一。 四、螺旋输送机 我们可以根据螺旋输送机的位移方向角度的不同可以划分成水平式螺旋输送机和垂直式中输输送机从国内外引进了一大批先进的设备,实现了工程设备的现代化。济南螺旋输送机生产厂家
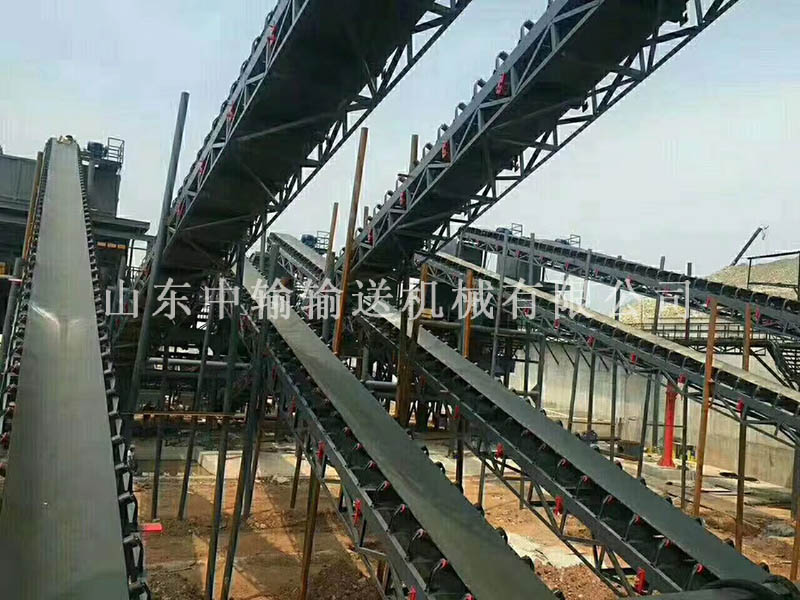
输送机
造成皮带跑偏的根本原因是胶带所受的外力在皮带宽度方向上的合力不为零,或垂直于皮带宽度方向上的拉应力不均匀,从而导致托辊或滚筒等对皮带的反力产生一个向一侧的分力,在此分力的作用下引起皮带向一侧偏移。常见的跑偏现象如下。皮带跑偏的原因分析机头、机尾、中间架的中心不在一条直线上造成的皮带跑偏。这种情况通常是由于安装造成的。由于这三者的中心不在一条直线上,使得皮带纵向中心线与滚筒轴线不垂直,从而造成皮带机在运行中跑偏。滚筒的安装位置不正造成皮带在滚筒处的跑偏。一条带式输送机有多个滚筒,所有滚筒的安装位置必须保证垂直于胶带的中心线且与水平面平行,如果滚筒的安装水平不够,滚筒轴向窜动,或滚筒的一端在前一端在后,使得滚筒的安装位置和胶带的纵向中心线不垂直,或滚筒轴线与水平面不平行,则皮带所受的外力在皮带宽度方向上的合力不为零,皮带会向合力所指方向跑偏。输送带接头不正,造成输送带中部跑偏。常用的皮带接头有机械接头和硫化接头两种形式。不论哪种方式,都要求接头处平整,如果接头不正,将使皮带两侧的拉力不一致,从而在运行中跑偏。胶带接头不正所造成的跑偏是胶带接头运转到哪里,哪里就发生跑偏。济南螺旋输送机价格中输输送机倾城服务,确保产品质量无后顾之忧。

这时可将皮带截去一段重新进行硫化。采用重锤拉紧和车式拉紧结构的皮带机可通过增加配重重量,或消除机构卡涩的方法进行处理。需要注意的是,在增加拉紧装置的配置时,添加到皮带不打滑即可,不宜添加过多,以免使皮带承受不必要的过大张紧力而降低使用寿命。驱动滚筒包胶磨损严重皮带机的驱动滚筒一般采用包胶或铸胶处理,胶面还会增加人字形或菱形沟槽以提高摩擦系数,增大摩擦力。皮带机长时间运行后,驱动滚筒胶面及其沟槽会出现严重磨损的情况,造成驱动滚筒表面摩擦系数降低、摩擦力减小,引起皮带打滑。解决措施:出现这种情况后,应采取重新包胶或更换滚筒的方法处理,在日常巡检中,应注意对驱动滚筒包胶的检查,以免其磨损过大后不能及时发现,造成皮带打滑影响正常运行。皮带非工作面上有水、油、冰、霜由于自然环境变化、现场地面冲洗、设备维护等方面的原因,在皮带非工作面粘附了水、油、冰、霜等具有一定润滑作用的附着物,皮带机运行时会在驱动滚筒表面积聚,造成滚筒与皮带间的摩擦力明显降低,引起打滑。解决措施:出现这种情况后,首先应确定附着物的来源,并切断源头。如确实无法切断源头时,可在滚筒上撒些松香末,但要注意不能用手投加。
检查皮带输送机皮带轮是否有异常磨损及是否成直线对称。皮带轮成直线对称对于输送带传动装置的运转是至关重要的。检查皮带输送机其余的传动装置部件,如轴承和轴套的对称,耐用性润滑情况等。在皮带输送机皮带轮上安装新的输送带,不要撬或用力过猛。调紧皮带输送机传动装置的中心距,直至张力测量仪测出输送带张力适当为止。用手转几圈主动轮,重测张力。拧紧马达的装配螺栓,纠正扭矩。由于转动装置在运作时中心距的任何变化都会导致输送带性能不良,故务必要确保所有转动装置部件均已拧紧。尽管皮带输送机输送带不再需要调整张力,我们仍然建议启动装置并观察输送带性能,察看是否有异常振动,细听是否有异常噪音。比较好是关掉机器,检查轴承及马达的状况;摸上去觉得太热,可能是输送带太紧、轴承不对称、或润滑不良。公司将以质量的产品,完善的服务与尊敬的用户携手并进!
直线输送机随着社会的进步,越来越多的被应用于各个行业,主要应用于运输方面,斗式直线输送机的原理是利用环绕并张紧于头轮、底轮的封闭环形带作为牵引构件,利用安装于带上的畚斗作为输送物料构件,通过畚斗带的连续运转实现物料的输送。直线输送机是连续性输送机械。理论上可将直线输送机的工作过程分为三个阶段:装料过程、提升过程和卸料过程。那么我们一起来看下每一个过程的具体分析:一、装料过程:装料就是畚斗在通过底座下半部分时挖取物料的过程。畚斗装满程度用装满系数φ(φ=)表示。根据装料方向不同,装料方式有顺向进料和逆向进料两种,工程实际中较常用的是逆向进料,此时进料方向与畚斗运动方向相向,装满系数较大。二、提升过程:绕过底轮水平中心线始至头轮水平中心线止的过程,即物料随垂直上升的过程称作提升过程。此时应保证畚头带有足够的张力,实现平稳提升,防止撒料现象的发生。三、卸料过程:物料随畚斗通过头轮上半部分时离开畚斗从卸料口卸出的过程称为卸料过程。卸料方法有离心式、重力式和混合式三种。离心式直线输送机适用于流动性、散落性较好的物料,含水份较多、散落性较差的物料宜采用重力式卸料,混合式卸料对物料适应性较好。公司生产工艺得到了长足的发展,优良的品质使我们的产品****各地。济南工矿输送机设备
中输输送机严格控制原材料的选取与生产工艺的每个环节,保证产品质量不出问题。济南螺旋输送机生产厂家
安装前的准备①检查机架是否坚固,机架对角线长度必须相等。②检查机身各部份支架有无变形,必要时加以检查。③检查托辊、带轮上是否粘有异物并及时做清洁工作。④检查托辊转动是否灵活,有无损坏。⑤拆除清扫器料斗以及橡胶档边等,并检查料斗,清扫器的完好状况。⑥检查张紧装置移动是否灵活,并把调紧装置调到**短。安装:①在输送带卷取铁芯上穿上转动灵活的轴,并将带卷架好,上架前注意上、下盖胶的方向不要架反。②在不宜上架的工作场所可以把输送带卷导开,并使折叠处输送带具有足够大曲率半径,防止损伤输送带,折叠处禁止在输送带上放置重物。③如果是更换输送带,可将新带与旧带连在一起,卸带与安装新输送带同时进行。④对于水平运转的输送机,可在任何一点切断旧输送机,倾斜方向运转的输送机,则需选好切断点,防止因自重引起下滑而失控。⑤在输送上将新带的位置放正后,用夹具将胶带的一端固定好,然后与绕过辊与带轮的绳索相连,通过牵引装置将输送带平衡地架到输送机上,牵引时,要防止输送带与机架相互挤压。夹具将输送带的一端固定在输送机架上,另一端通过滑轮将另一端拉紧,直到输送带在返回托辊上无明显下垂。将张紧装置固定离起点100~150mm处。济南螺旋输送机生产厂家
“输送机|输送机厂家|皮带输送机|滚筒”山东中输输送机械有限公司,公司位于:宝丰路2甲12号,多年来,山东中输输送机供坚持为客户提供好的服务。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。山东中输输送机供期待成为您的长期合作伙伴!