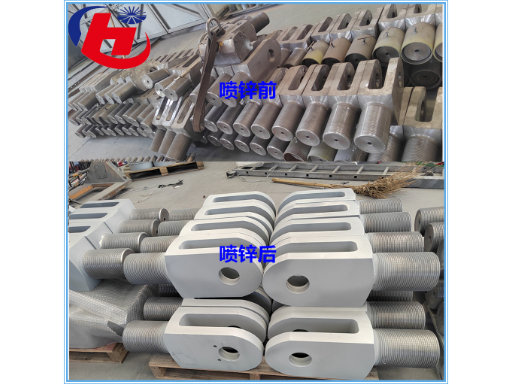
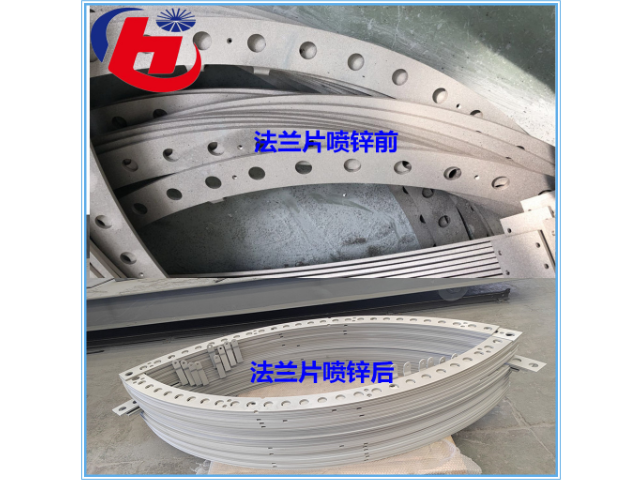
江苏金属件热喷涂
热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层1。热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目。热喷涂可以按照以下进行分类1:按热源的种类可分为:火焰喷涂、电弧喷涂、等离子喷涂、激光喷涂等。按喷涂材料种类可分为:金属喷涂、合金喷涂、陶瓷喷涂、塑料喷涂、纳米材料喷涂等。按喷涂用途可分为:耐腐蚀喷涂、耐磨喷涂、抗高温氧化喷涂、隔热喷涂、抗电磁波喷涂等。热喷涂是表面修复技术的一种,利用高速喷涂设备将金属或非金属粉末熔化喷涂到待修复部位表面,形成具有优异特性的新表面。其优点在于处理速度快、成形率高、能够修复大面积磨损及损坏、具有较好的耐腐蚀性等2。热喷涂在机械设备维修中应用,可以采用的金属粉末有铜基、铜铝基、铬钴基等,喷涂后经过热处理,可以恢复轴瓦原有尺寸和形状。 台州电弧热喷涂 欢迎来电咨询无锡华金喷涂防腐。江苏金属件热喷涂

粉末火焰喷涂法:它与丝材火焰喷涂的不同之处是喷涂材料不是丝材而是粉末。在火焰喷涂中通常使用乙炔和氧组合燃烧而提供热量,也可以用甲基乙炔,丙二烯(MPS),丙烷,氢气或天然气。火焰喷涂可喷涂金属,陶瓷,塑料等材料,应用非常灵活,喷涂设备轻便简单,可移动,价格低于其他喷涂设备,经济型好,是喷涂技术中使用较的一种方法。但是,火焰喷涂也存在明显的不足。如喷出的颗粒速度较小,火焰温度较低,涂层的粘结强度及涂层本身的综合强度都比较低,且比其他方法得到的气孔率都。此外,火焰中心为氧化气氛,所以对高熔点材料和易氧化材料,使用时应注意。为了改善火焰喷涂的不足,提高结合强度及涂层密度,可采用将压缩空气或气流加速装置来提高颗粒速度;也可以采用将压缩气流由空气改为惰性气体的办法来降低氧化程度,但这同时也提高了成本。江西风电法兰热喷涂厂家报价热喷涂加工厂采用的涂层材料和先进的工艺技术,确保涂层的质量和性能达到一定水平。
热喷涂是一种表面处理技术,通过将金属、陶瓷、塑料等材料加热至熔化或半熔化状态,然后以高速喷射到物体表面,形成一层均匀的涂层。这种技术可以用于提高物体的耐腐蚀性、耐磨性、隔热性等性能。热喷涂的主要方法包括火焰喷涂、等离子喷涂、激光喷涂等。其中,火焰喷涂是应用很广的方法之一,其原理是将燃料和空气混合后点燃,通过调节火焰温度和速度,将粉末或线材加热至熔化或半熔化状态,然后喷射到物体表面形成涂层。等离子喷涂则是通过将气体加热至高温,使其电离成等离子体,然后利用等离子体的高能量密度和高温特性,将粉末或线材加热至熔化或半熔化状态,然后喷射到物体表面形成涂层。
涂层工艺:热喷涂是通过将材料加热至熔融状态或半熔融状态,然后以微米级颗粒的形式向基材加速,通过大量喷涂颗粒的积累制成涂层;而喷涂是通过喷枪或碟式雾化器,借助于压力,将涂料分散成均匀而微细的雾滴,施涂于被涂物表面的涂装方法。涂层材料:热喷涂的涂层材料包括金属、合金、陶瓷、塑料和复合材料,它们以粉末或线材的形式送入,加热至熔融或半熔融状态,并以微米级颗粒的形式向基材加速;而喷涂的涂料是以液态形式直接喷涂于被涂物表面。喷涂材料选择的基本原则如下:·应用需求:根据具体的应用需求确定所需的涂层性能,例如耐磨性、耐腐蚀性、导热性等。涂层材料应满足热喷涂工艺的需要:即要了解涂层材料的物理、化学性质以及其生产方法,并合理选择热喷涂工艺参数。 为了获得更好的涂层性能,需要对材料进行选择和加工。
热喷涂是一种常用的表面处理技术,通过将金属、陶瓷、塑料等材料加热至熔化或半熔化状态,然后以高速喷射到物体表面,形成一层均匀的涂层。这种技术可以用于提高物体的耐腐蚀性、耐磨性、隔热性等性能。热喷涂的工艺流程包括基体表面预处理、加热和熔化或半熔化材料、高速喷射材料到基体表面形成涂层等步骤。在热喷涂过程中,基体表面预处理是非常重要的一步,它可以去除表面的污垢和杂质,提高涂层的附着力。热喷涂是一种非常有用的表面处理技术,可以广泛应用于各种领域中,提高物体的性能和使用寿命。随着技术的不断发展和进步,热喷涂的应用前景也将越来越广阔。闵行区超音速热喷涂 欢迎来电咨询无锡华金喷涂防腐。南京金属件热喷涂哪家专业
湖州电弧热喷涂 欢迎来电咨询无锡华金喷涂防腐。江苏金属件热喷涂
1、氧气瓶未装减压器前应略为打开氧气阀门把污物吹除干净,以免灰尘、垃圾进入减压器而堵塞,造成事故.2、禁止把氧气瓶和乙炔瓶以及其它可燃气体的钢瓶放在一起;凡易燃品、油脂和带有油污的物品,不能和氧气瓶同车运输.3、搬运氧气瓶和乙炔瓶时,应将瓶口颈上的保护帽装好,使用时,应放在妥善可靠的地方,才能把瓶口颈上的保护帽取下.在扳瓶口帽时,只能用手或扳手旋下,禁止用金属锤敲击,防止产生火星而造成事故.4、氧气减压表螺母在氧气瓶嘴上至少要拧上6~8扣.螺丝接头应拧紧,减压表调节螺杆应松开.5、在把氧气瓶、减压器装好后,慢慢地打开氧气阀门,检查减压器连接氧气瓶的接头是否漏气,表指示是否灵活,开启氧气阀时,头脸不要对着减压表,应站在减压器侧面或后面.检查漏气时不得使用烟火或明火,可用肥皂水检查,检查不漏后方可使用.6、严禁氧气瓶口接触油脂,或用油污的扳手拧氧气瓶阀和减压连接螺丝.也不允许戴油污的手套,以免产生燃烧事故.7、氧气瓶、乙炔瓶及减压器在使用前后应妥善安放,避免撞击和振动.8、使用乙炔瓶、氧气瓶时应垂直立放,并设有支架固定。 江苏金属件热喷涂
上一篇: 苏州化工设备热喷涂加工厂家
下一篇: 泰州钢件热喷涂哪家好