大连防滑蜂窝板定做
在热压过程中,要施加足够的压力以保证PP片材与蜂窝芯材之间紧密贴合。压力大小应根据蜂窝板的厚度、蜂窝芯的密度等因素来调整。一般情况下,压力范围在2-10MPa之间。压力不足会使蜂窝板内部存在空隙,降低其抗压强度和整体性能;压力过大则可能会压坏蜂窝芯结构,使蜂窝板失去应有的弹性和缓冲性能。同时,要注意压力的均匀性,避免局部压力过大或过小。时间控制:热压时间也是影响质量的关键因素。足够的热压时间可以保证PP材料之间充分融合和粘结,但时间过长可能会导致材料性能下降和生产效率降低。PP 玻纤增强蜂窝板,以其优良特性,在众多领域大显身手。大连防滑蜂窝板定做
蜂窝板
例如,通过扫描电子显微镜观察材料表面和内部微观结构的变化,检查是否有因水分侵蚀导致的微观裂纹或腐蚀现象;利用红外光谱分析等方法检测材料化学结构的改变,判断防水性能对材料稳定性的影响。PP蜂窝板防水效果评测结果分析:不同工艺产品的对比通过对不同生产工艺制造的PP蜂窝板进行防水效果评测发现,采用先进热压工艺且对面板和蜂窝芯进行特殊处理的产品在静态浸泡实验中,即使浸泡72小时,重量增加率通常小于1%,外观无明显变化。拉萨房车蜂窝板品牌聚丙烯玻纤蜂窝板,强度高且质轻,是理想的新型材料。
模具清理与维护:在热压复合过程中,PP材料在高温高压下可能会有少量残留于模具表面。如果不及时清理,这些残留物质会影响后续热压产品的质量,如导致蜂窝板表面不平整或出现杂质。因此,要定期对模具进行清理,可采用合适的清洗剂和工具去除残留的PP材料。此外,还要对模具进行检查和维护,如检查模具的平整度、密封性等,确保模具始终处于良好的工作状态。后处理质量控制:冷却处理:热压后的PP蜂窝板需要进行冷却处理,以固定其形状和性能。
热压时间通常与热压温度、压力以及蜂窝板的厚度等因素相关。一般对于厚度为10-20mm的PP蜂窝板,热压时间在5-15分钟左右。在实际生产中,需要通过试验来确定比较好的热压时间,以达到比较好的粘结效果和产品质量。模具设计与维护:模具精度模具的精度对于PP蜂窝板的尺寸精度和形状稳定性至关重要。模具的型腔尺寸应严格按照产品设计要求加工,其公差范围要控制在极小范围内,以确保热压后的蜂窝板厚度均匀、边缘整齐。同时,模具的表面光洁度要高,粗糙度应控制在较低水平,这样可以避免在热压过程中PP材料与模具表面过度摩擦,防止蜂窝板表面出现划伤等缺陷。热塑性玻纤蜂窝板,可回收利用,符合环保理念。
通过电子压力传感器和自动反馈调节机制,可将压力控制在±0.05MPa的精度范围内。这种准确控制确保了PP面板与蜂窝芯之间的紧密结合,提高了层间粘结强度,减少了分层现象,使蜂窝板在承受外力时更加稳定,力学性能更优。均匀加热的热压设备:热压工艺对蜂窝板的质量影响很大。新型热压设备采用了先进的加热技术,如感应加热或分区加热方式,能够实现整个热压板温度的均匀分布,温差可控制在±2℃以内。这使得PP材料在热压过程中能够均匀软化和粘结,避免了因局部过热导致的材料烧焦或局部温度不足引起的粘结不牢问题,从而提高了蜂窝板的整体质量。采用 PP 和玻璃纤维制成的蜂窝板,重量轻、强度高,是理想的工程材料。三亚干货车厢蜂窝板
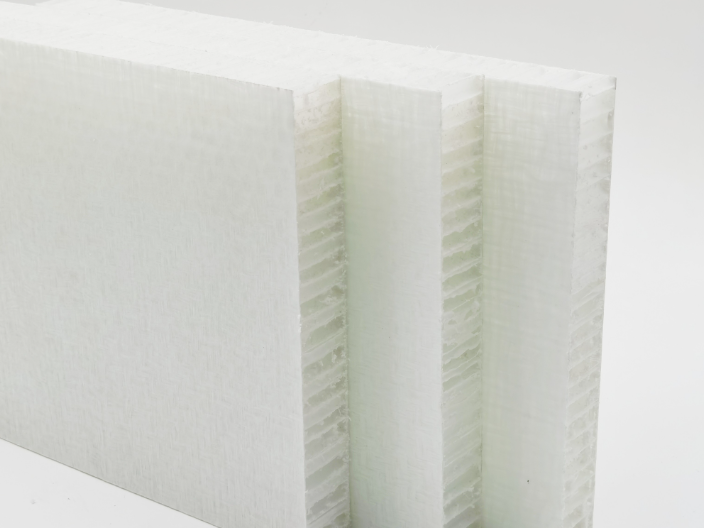
蜂窝状的聚丙烯玻纤蜂窝板,抗压能力强。大连防滑蜂窝板定做
优化螺杆的长径比,适当增加长径比可以使PP物料在螺杆内有更充足的时间进行塑化和混合,有助于提高产品质量。温度控制:精确的温度控制是挤出成型工艺的关键。在挤出机的不同区域,如加料段、压缩段、计量段等,设置合理的温度。对于PP物料,加料段温度一般可设置在160-180℃,压缩段温度在180-200℃,计量段温度在200-220℃。同时,要注意挤出模头的温度控制,模头温度应与计量段温度相匹配,以保证PP熔体的流动性和稳定性,避免因温度过高导致熔体分解或过低引起熔体流动不畅而产生缺陷。大连防滑蜂窝板定做
上一篇: 金华轻量化蜂窝板生产商
下一篇: 潍坊轻量化蜂窝板怎么选择