江苏多头刀柄品牌
由于刀柄的种类也比较多,如何选择刀柄首先要看企业产品的分类与定位。做什么样的加工取决于选购什么样的机床,刀柄是跟着机床与主轴的接口走的。机床与主轴选定了,刀柄的大致类别也就决定了,如果是做粗加工与常规的加工通常选通用的BT类的接口;如果是做精加工,可能会选用ISO系列的小刀柄,重量比较轻、能高速运转,还有HSK系列,适合综合性较强的刀柄。如果机床选用的是BT30系列的,那么也就是选用与机床配备的刀柄,会有很多的接口,不同的接口装夹的刀具也不一样。如果是要精密加工的,会建议选择HSK系列的筒夹。还有在精加工这一块有热胀刀柄,利用热胀冷缩的原理来实现零误差的装夹。可以根据不同企业的加工工况来决定刀柄的类型。再如超声波系列在一些特殊的领域,常规的加工方法达不到的话,也会采用一些新型的刀柄。刀柄是机床和刀具的连接体,是影响同心度和动平衡一个关键。江苏多头刀柄品牌
细微加工专门地液压刀柄:HSK-E32、HSK-E40的细微加工专门系列,满足了将高精度且重复精度稳定的液压刀柄用于高速旋转、细微加工的要求。油型液压刀柄可在中心内冷的机床上,实现从刀柄前端面喷冷却液。细微加工中常用的中3mm、4mm的刃具柄径,即使h6公差也可放心使用。以HSK-E32为例,内径为44mm,刀柄伸出长度控制在52mm,重量只有190g的轻量化,不平衡量在以下,可实现较高转速45000转的加工。刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。江苏主轴刀柄要多少钱流行的主轴刀柄连接标准,主要有BT30,BT40,BT50,SK30等。
刀柄规格: 数控刀具刀柄多数采用:圆锥工具刀柄,并采用相应型式的拉钉拉紧结构与机床主轴相配合。刀柄有各种规格,常用的有号、号和号。目前在我国应用较为广的有ISO-、GB-、MAS-、ANSI/ASMEB.-等,选择时应考虑刀柄规格与机床主轴、机械手相适应。刀柄的规格数量:整体式的TSG工具系统包括种刀柄,其规格数量多达数百种,用户可根据所加工的典型零件的数控加工工艺来选取刀柄的品种规格,既可满足加工要求又不致造成积压。考虑到数控机床工作的同时还有一定数量的刀柄处于预调或刀具修磨中,因此通常刀柄的配置数量是所需刀柄的好几倍。关注刀柄与刀具的匹配,尤其是在选用攻螺纹刀柄时,要注意配用的丝锥传动方头尺寸。
液压刀柄的使用方法及注意事项:锁紧液压刀柄时请将锁紧螺丝锁到底,但切记在未插入刀具前请勿空锁螺丝。(人工锁紧螺丝时请锁至螺丝自然停止,此时液压刀柄的夹持力好,空锁螺丝会导致刀具无法插入,刀柄漏油以及精度下降等问题)装刀具时,请把刀具插入液压刀柄底部紧密贴紧。因加工深度不同而无法密切贴紧时,请使用液压筒夹,未使用筒夹时,请不要超过刀柄内径下端8MM以上距离。(小于8MM以上时,会导致刀柄内径缩小及变形)。插入切削工具时,请先清理刀柄内径及切削刀具的湿气和油渍。(液态异物可能会导致加工时刀具脱落)。禁止拧开液压刀柄上已封闭螺丝。(如拧开液压刀柄上封闭螺丝会导致漏油及刀柄不能正常使用。)工作过程中如出现刀柄螺丝破损或无液压等情况,请勿私自分解或插入其他异物,应立即与购买处联系。液压刀柄适用刀具:铣刀,钻头,铰刀等高精密刀具。(请不要将液压刀柄用于粗加工)HSK刀柄有A型、B型、C型、D型、E型、F型等多种规格,其中常用于加工中心上的有A型、E型和F型。

骨牙质刀柄是较早的柄材之一,至今仍在流行。骨柄多来源于自然死亡的各种各样的动物。较为常见、较为经济的是牛骨,其次还有骆驼骨等。象牙和海象牙也被用作刀柄,但这里要说没有买卖就没有杀害。还有一些远古时期的动物骨骼化石也被用来制作刀柄,比如猛犸象的骨骼和牙齿。另外也有用动物的上颚骨或下颚骨制作另类刀柄的。骨牙类刀柄具有极强的传统性和独特的纹路、质地,且骨柄能染成各种颜色。但不适合重负荷情况使用,可影响其稳定性的因素也多,因此适合的刀具和使用环境有限。除了骨头,很多动物的角也经常被当做刀柄材料使用。比如鹿角(鹿、麋鹿等)、牛角、羊角、狍子角等。其中牛角较为常见,品质参差不齐;鹿角是较高级的材质,以水鹿角居多;狍子角骨刺较多;羊角以羚羊角更具风味。和骨牙类刀柄一样,多用于手工刀具。HSK真空刀柄能够提高系统的刚性和稳定性以及在高速加工时的产品精度,并缩短刀具更换的时间。浙江热缩刀柄公司电话
NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST。江苏多头刀柄品牌
数控机床刀具刀柄是由系列化的模块组装而成。针对不同的加工零件和使用机床,采取不同的组装方案,可获得多种刀柄系列,从而提高刀柄的适应能力和利用率。系列化的模块组装而成。针对不同的加工零件和使用机床,采取不同的组装方案,可获得多种刀柄系列,从而提高刀柄的适应能力和利用率。轮廓用的立铣刀刀柄、弹簧夹头刀柄及钻夹头刀柄等);②在加工孔径、孔深经常变化的多品种、小批量零件时,宜选用模块式刀柄,以取代大量整体式镗刀柄,降低加工成本;③对数控机床较多尤其是机床主轴端部、换刀机械手各不相同时,宜选用模块式刀柄。由于各机床所用的中间模块(接杆)和工作模块(装刀模块)都可通用,可在一定程度上减少设备投资,提高工具利用率。江苏多头刀柄品牌
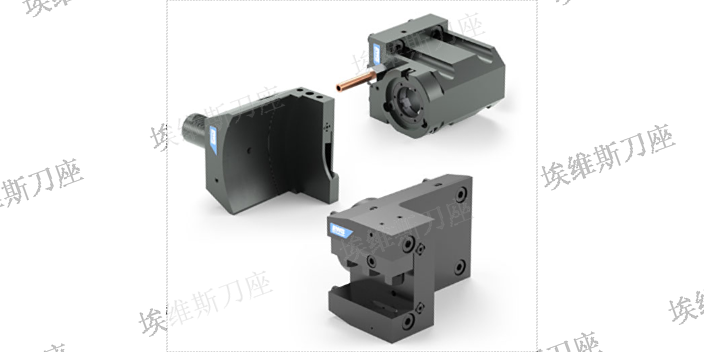
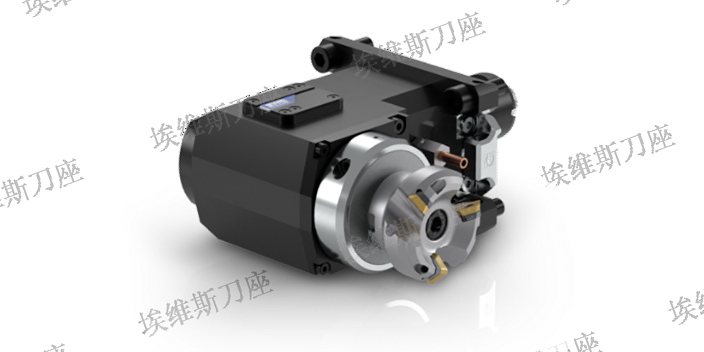
埃维斯刀座技术(太仓)有限公司是以提供刀座,动力刀座,固定刀座,EWS刀座内的多项综合服务,为消费者多方位提供刀座,动力刀座,固定刀座,EWS刀座,EWS是我国机械及行业设备技术的研究和标准制定的重要参与者和贡献者。EWS以刀座,动力刀座,固定刀座,EWS刀座为主业,服务于机械及行业设备等领域,为全国客户提供先进刀座,动力刀座,固定刀座,EWS刀座。EWS将以精良的技术、优异的产品性能和完善的售后服务,满足国内外广大客户的需求。
上一篇: 江苏内孔刀柄企业
下一篇: 浙江轴向动力刀座哪个好