江苏径向刀座售价
动力刀座的安装有什么用处呢?随着机器生产技术的进步,很多的生产厂家对仪器的精密度提出了很高的要求,动力刀座的出现不但满足了加工工件的精密度要求,而且满足了工件加工的高效率要求。如今商品的生产加工生产制造实际操作难度系数愈来愈高,商品做到繁杂的生产加工目地,并且商品的加工精度也不可忽视,而这种全是生产商处理的难点,也会高度重视数控车床设备的采用状况。由于动力刀座在精密度和加工效率方面的优势,它成了多轴向以及高转速加工机床中的必备机器。使用涂层刀座的一个重要问题是重磨后刀切削性能恢复的问题,即刀每次刃磨后可否进行重复涂层的问题。江苏径向刀座售价
使用涂层刀座的一个重要问题是重磨后刀切削性能恢复的问题,即刀每次刃磨后可否进行重复涂层的问题。对于重磨的成形产品,只有进行重涂,才能保证它的总寿命提高3-5倍以上。凡重涂产品首先必须按工艺要求将几何参数磨好,其磨光部分不允许存在各种质量缺陷,如磨损、毛刺等。重涂时可采用局部屏蔽技术只对刃磨面进行涂层。对于不采用屏蔽技术的重涂,在重涂4-6次后,它的非刃磨面的涂层厚度就会过大,从而影响精度和产生局部剥落现象,此时要对它进行脱膜处理后再重涂。重涂后的产品切削性能一般不低于第1次新涂层刀座,可重涂多次,直到报废为止。上海EWS动力刀座工厂动力刀座扭矩不足可以仔细检查减速机内部。

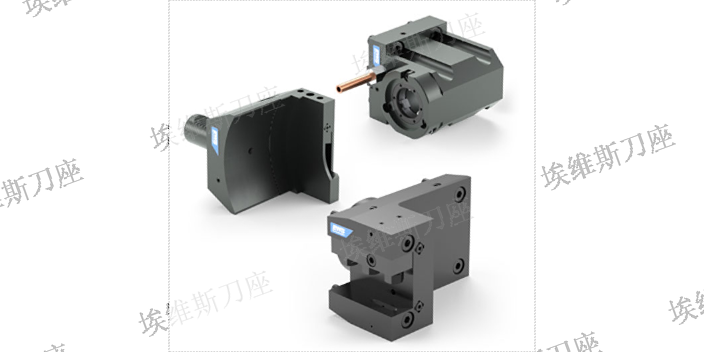
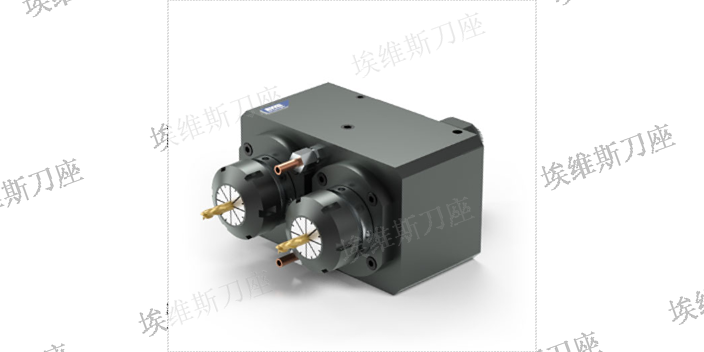
动力刀座依照输出方式分为:1.标准ER筒夹式:输出为标准ER筒夹方式,依照尺寸不同,从ER16到ER50。2.ER弹性攻牙式:一般标准ER筒夹输出的刀座也是可以攻牙,但是若你要要求高精度,攻牙速度快,攻牙孔较小或者是攻牙刀担心断掉,建议使用ER弹性攻牙式。此款刀座只适用攻牙,另外加工需请选择标准筒夹输出。3.钻孔夹头式:主要考虑到干涉问题,可以选择钻孔夹头式。4.多输出式:输出有兩输出或者三输出,输出有0和180度,或者是单纯同一方向的,主要针对部分轻加工,可以加速钻孔效率。5.侧铣刀式:适合特殊的侧铣刀使用。6.摆动滚齿动力座:机台可以节省配置B轴的费用,在加工过程不需要拆卸工件,可以节省大量时间。
车床动力刀座很大的优点在于采用整体式结构,系统刚性好,车床动力刀座在进行横向钻削、铰削、螺纹加工等加工的同时,还能获得其他物品的尺寸精度、形状精度、轮廓及几何要素的位置精度等等,所以说车床动力刀座“刚中有柔“。这很大避免了工作人员检查的失误。由于车床动力刀座是双导轨设计,所以在操作过程中能保持很大的准确性与稳定性。车床动力刀座不单可以进行进行车削、钻孔、攻牙,同时可以进行侧面、反面与曲线切割、甚至还可以进行端面切割,并且同样能保持高转速。而且一台车床动力刀座即可完成一个零件的所有加工流程,符合的一机多用的加工概念。新型动力刀座凭借快换功能,操作员在测量、装夹和换刀上耗费的时间降至较低。
动力刀座安装在车削中心动力刀塔上的,可以装夹钻头、铣刀和丝锥的刀座,它由动力刀塔的动力伺服电机驱动下旋转,带动刀具转动,可以在工件完成车削后进行铣削、钻削和攻丝的工序。可以将以前需要在车床、铣床和钻床上完成的工件一次装夹在车削中心上完成。动力刀座不给力的原因:1、供给不足、量不足;2、固定钻削动力刀座的夹紧支架的位置不良、或夹紧螺栓拧的过紧;3、进给的压力气中水分含有量大,增加了滑动部的阻尼;4、液压式阻尼器的调节阀呈关闭状态;5、钻削动力刀座的安装精度差,进给时,钻头产生扭曲;6、前进及后退时,移动的部分与其他固定件件接触或发生碰撞。动力刀座更换时要彻底清洁,应确保下刀座内没有残留的铣刨料,且上和下接触面之间可以无缝隙紧密贴合。江苏径向刀座售价
动力刀座禁用铁锤等工件物敲擎外部。江苏径向刀座售价
铣头质量的好坏决定组合机床性能的优异。动力刀座是由组装零部件基本成型,完全是根据客户加工的尺寸要求来进行组装的。也就是说动力刀座性能的优劣取决于零配件质量的好坏和装配工艺的科学性。我国高精度机床长期依赖进口的一个重要原因就是国内生产出来的设备精度不够,而要尚存差距高精度的设备,必须依靠高精度的加工机床。铣头的芯轴质量决定这动力刀座品质的高低,芯轴在不停的旋转和往复运动,而且还要受力工作,所以必须要用上好材料来制作生产芯轴,同时还一定要进行硬处理,不然相当容易磨损,导致动力刀座工作时抖动增大,损坏加工件。江苏径向刀座售价
上一篇: 上海EWS外圆刀座订做
下一篇: 北京0度动力头生产公司