石家庄重型龙门加工中心
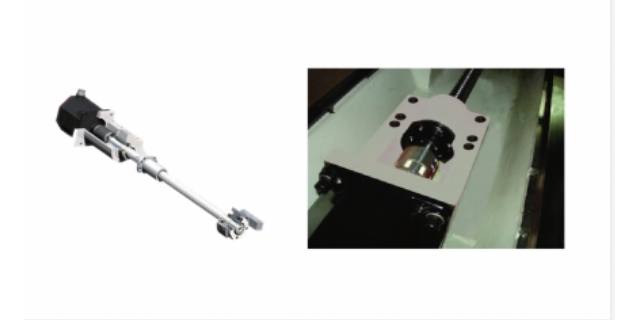
导轨和丝杠是龙门加工中心的重要传动部件,其性能直接影响到加工中心的加工精度和刚性。因此,在选购龙门加工中心时,要选择合适的导轨和丝杠。导轨类型:导轨的类型主要有直线导轨和滑动导轨。直线导轨具有较高的刚性和较低的摩擦系数,适用于高速、高精度的加工;滑动导轨成本较低,适用于中低速、低精度的加工。丝杠类型:丝杠的类型主要有滚珠丝杠和滚柱丝杠。滚珠丝杠具有较高的传动效率和较低的摩擦系数,适用于高速、高精度的加工;滚柱丝杠成本较低,适用于中低速、低精度的加工。龙门加工中心的电气系统采用模块化设计,便于维护和升级。石家庄重型龙门加工中心

龙门加工中心主轴调速的控制策略——恒线速度控制:恒线速度控制是指在加工过程中,保持刀具与工件接触点的线速度恒定。这种控制策略可以有效地提高加工精度和表面质量。在恒线速度控制中,需要根据刀具的材料和磨损情况,选择合适的线速度参数。同时,还需要对主轴转速进行实时调整,以保持线速度恒定。恒功率控制:恒功率控制是指在加工过程中,保持主轴功率恒定。这种控制策略可以有效地保护刀具和工件,延长刀具的使用寿命。在恒功率控制中,需要根据刀具的材料和磨损情况,选择合适的功率参数。同时,还需要对主轴转速进行实时调整,以保持功率恒定。自适应控制:自适应控制是一种先进的主轴调速控制策略,它可以根据加工过程中的实际情况,自动调整主轴转速。在自适应控制中,需要对刀具的材料、磨损情况、切削力等因素进行实时监测和分析,以实现对主轴转速的精确调整。自适应控制在提高加工精度和效率方面具有明显优势。太原零件龙门加工中心龙门加工中心的导轨采用直线滚动导轨,具有较高的刚性和承载能力,保证了机床的高速运动性能。
多轴加工是指在一台机床上,通过多个单独的数控轴来实现对零件的加工。根据数控轴的数量和布局方式,多轴加工可以分为以下几类——两轴联动加工:两轴联动加工是指在一台机床上,通过两个数控轴(X轴和Y轴)来实现对零件的加工。这种加工方式可以实现平面内的任意轨迹运动,适用于复杂曲面零件的加工。三轴联动加工:三轴联动加工是指在一台机床上,通过三个数控轴(X轴、Y轴和Z轴)来实现对零件的加工。这种加工方式可以实现空间内的任意轨迹运动,适用于复杂空间曲面零件的加工。
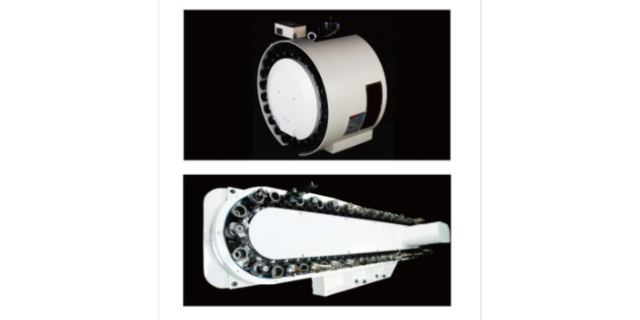
主轴和刀库是龙门加工中心的重要组成部分,其性能直接影响到加工中心的加工效率和刀具更换的便捷性。因此,在选购龙门加工中心时,要选择合适的主轴和刀库。主轴类型:主轴的类型主要有直驱式主轴和皮带式主轴。直驱式主轴具有较高的刚性和较低的热变形,适用于高速、高精度的加工;皮带式主轴成本较低,适用于中低速、低精度的加工。主轴转速:主轴转速越高,加工效率越高。但是,主轴转速过高会导致刀具磨损加快,影响刀具寿命。因此,要根据企业的实际加工需求选择合适的主轴转速。刀库类型:刀库的类型主要有机械式刀库和斗笠式刀库。机械式刀库存放刀具数量较少,换刀时间较长;斗笠式刀库存放刀具数量较多,换刀时间较短。要根据企业的实际刀具使用情况选择合适的刀库类型。龙门加工中心的冷却系统采用油冷和水冷相结合的方式,有效地降低了机床的热变形。
龙门加工中心主轴调试的注意事项——检查主轴轴承的预紧力:主轴轴承的预紧力对主轴的刚度和热变形有很大影响。预紧力过大,会导致轴承寿命降低;预紧力过小,会导致主轴刚度不足。因此,应根据厂家提供的参数和实际需要,调整主轴轴承的预紧力。检查主轴的径向跳动:主轴的径向跳动会影响加工零件的圆度。在调试过程中,应使用千分表或百分表测量主轴的径向跳动,并根据厂家提供的参数和实际需要进行调整。检查主轴的轴向窜动:主轴的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量主轴的轴向窜动,并根据厂家提供的参数和实际需要进行调整。龙门加工中心采用了先进的数控系统和精密的传动装置,能够实现高精度的加工。南宁重型龙门加工中心
龙门加工中心的编程采用图形化界面,便于操作者快速掌握。石家庄重型龙门加工中心
龙门加工中心安装的注意事项——在设备安装过程中,要严格按照操作规程进行,避免因操作不当导致的设备损坏和人身安全事故。在设备安装过程中,要注意设备的清洁度和防护措施,防止杂质进入设备内部,影响设备的正常运行。在设备调试过程中,要注意观察设备的运行状态,及时发现并解决问题,确保设备正常运行。在设备使用过程中,要定期对设备进行检查和维护,确保设备的正常运行和使用寿命。龙门加工中心的安装是一个复杂的过程,需要严格按照操作规程进行。只有做好设备的准备工作、安装工作和调试工作,才能确保设备的正常运行和使用寿命。石家庄重型龙门加工中心
上一篇: 北京重型龙门加工中心
下一篇: 西宁正T式双交换卧式加工中心