江苏正规焊管机组售后保障
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。批量购买焊管机组会便宜一点嘛?江苏正规焊管机组售后保障
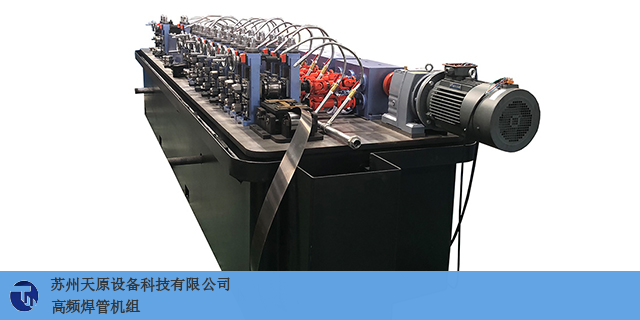
焊管机组
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。上海制造焊管机组厂家直销你知道江苏哪里有焊管机组厂家吗?

与焊管机组中高频焊的原理,高频焊原理——借助高频电流的集肤效应可以使高频电能量集中于焊件的表层,而利用邻近效应,又可控制高频电流流动路线的位置和范围[4]。当要求高频电流集中于焊件的某一部位时,只要将导体与焊件构成电流回路并使导体靠近焊件上的这一部位,使它们相互之间构成邻近导体,就能实现这个要求。高频焊就是根据焊件结构的具体形式和特殊要求,主要运用集肤效应和邻近效应,使焊件待焊处的表层金属得以快速加热而实现焊接。
焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。焊管机组常见的问题及原因分析。
焊管机组出现立辊收缩量小,在封闭孔型处所发生的管坯钻人平辊辊缘缝隙内,多因平辊前的立辊收缩量不足,使管坯的横向尺寸,远远大于封闭孔型的横向尺寸。在平辊的压力加大时,封闭孔型内不能完全容纳下管还,使之在进人平辊孔型瞬间向两侧扩张时被辊缘咬人,轻者发生划伤,重者挤出耳子,直至钻人辊緣缝隙内。这时需要加大立辐的收编量,使管坯在立辊的作用下,成为立椭圈形,更加容易进人封闭孔型内。同时适当减小封团孔型的上转压力,使封闭孔型更好地包容管坯。当然封闭孔型的R取值也是至关重要的。立辊不正封闭孔型的前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导人封闭孔型的辊缘内行业应用焊管机组的企业多吗?江西好的焊管机组诚信为本
焊管机组的现代化应用范围。江苏正规焊管机组售后保障
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。江苏正规焊管机组售后保障
上一篇: 安徽品质焊管机组厂家直销
下一篇: 黑龙江焊管机组诚信合作