河北模具切筋备件多少钱
模具备件管理,为了便于现场修模人员及时更换模具零部件,提高机台可动率,备件的发包、入库、领用保管和报废工作必须标准化。首先确定模具易损件,压铸模具易损件一 般包括活动型芯、活动镶件、顶杆、浇口套以及导套、导柱。其次设立易损件的较低库存量,原则:根据月产量、备件强度、单套模具使用数量以及实际使用情况。 然后编制压铸模具易损件明细表和易损件与模芯对应表,其中易损件明细表至少包括:零件名称、图号、件号、数量、较低库存、规格等,且件号一定要独有,杜绝 混件。模具切筋备件降低模具加工过程中的故障率和损耗率。河北模具切筋备件多少钱
模具的加工制造内容包括,CNC加工、普通机床加工(主要是用于型芯、型腔结构、斜顶、滑块、镶块等),深孔钻加工(主要是用于水路、油路加工),电火花加工(主要是用于筋位等刀具无法加工处),抛光、皮纹腐蚀加工(根据零件的表面要求),研配、钳工、试模,以上基本是根据加工设备的型号得出设备费率加上人工费率,乘以所需要加工的工时时间。除此之外,还有模具钢材的热处理,根据模具材料的产能要求或者加工的进给速度及切削量进行退火处理。模具的设计成本包括模流设计、CAD设计、CAM编程。人工工时*费率。江苏通用模具切筋备件厂家直销备件通常用于模具制造中的精细加工过程中。
使用标准导柱导套要注意什么事项?我们都知道标准导柱导套一般都是指标准件,也有一些企业使用的是非标定制件,就是根据客户要求所定制的模具配件。那么我们在使用标准导柱导套时要注意什么事项呢?1、连续模中,一组板内导柱一般设置4根。一般小型连续模直径可选取13~16mm。大中型连续模选用20mm以上的。2、标准导柱导套一般是配套使用的,一般采用厌氧胶与模板粘结,间隙一般取0.02~0.03mm,且要求孔壁清洁无油污。3、小导柱在自由状态下应露出脱料板20~30mm为宜。4、下模为了防止由于导柱的导入导出引起排气不顺畅或局部真空,所以应设置气孔或气槽。5、内导柱应设置得非完全对称,以防止装模时出现错误。以上就是一些关于使用标准导柱导套所需要注意的事项。
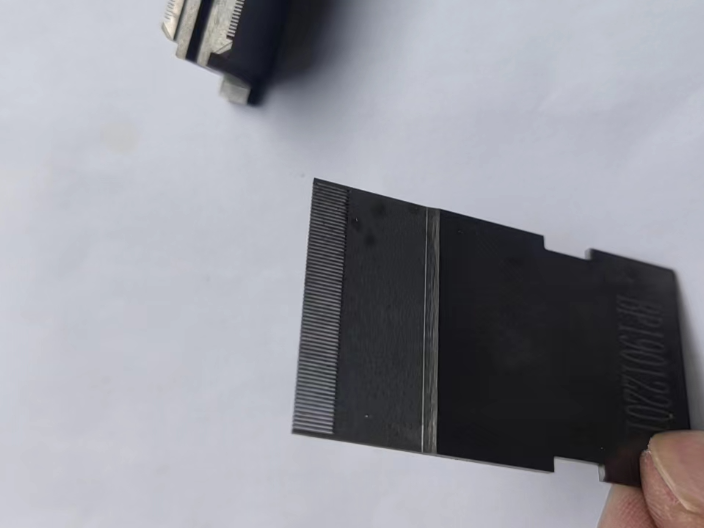
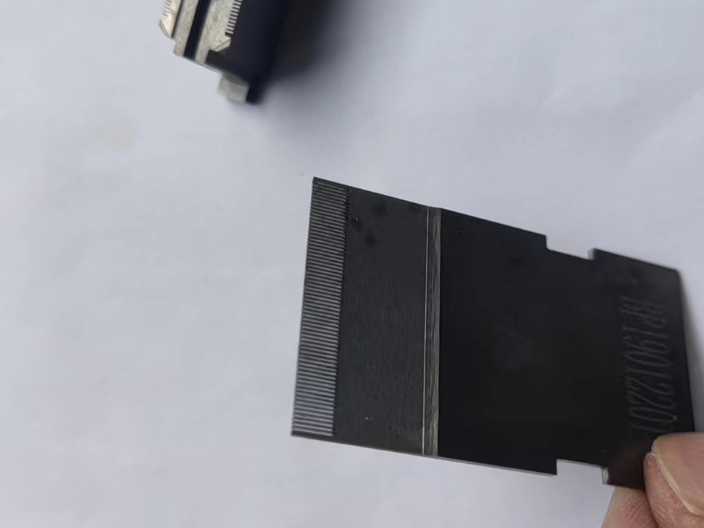
五金冲压模具配件:H型直身冲头、A型二级冲头、刃口成型冲头、K型抽芽冲头、B型引导冲头、A型子母冲头、凸模、凹模、衬套、高速钢圆棒、超微粒子钨钢圆棒、粉末高速钢圆棒、浮升销、浮料销、止付螺丝、定位销(固定销)、等高套筒、导柱、导套、精密级镀铬导柱、精密级铜钛合金导套、自润滑导套、内导柱组件、模座用滑动导柱组件、模座用滚珠导柱组件、可拆解滚珠导柱组件、外导柱组件、钢珠套(保持架)、单独导柱、六角螺丝、等高螺丝等。模具切筋备件是指用于模具切削、切割、切割和刮擦的备件。
从国外的电加工机床来看,不论从性能、工艺指标、智能化、自动化程度都已达到了相当高的水平,国外的新动向是进行电火花铣削加工技术(电火花创成加工技术)的研究开发,这是一种替代传统的用成型电极加工型腔的新技术,它是用高速旋转的简单的管状电极作三维或二维轮廓加工(像数控铣一样),因此不再需要制造复杂的成型电极,这显然是电火花成形加工领域的重大发展。日本某公司推出了EDSCAN8E电火花创成加工机床又有新的进展。该机能进行电极损耗自动补偿,在Windows95上为该机开发的专门使用CAM系统,能与AutoCAD等通用的CAD联动,并可进行在线精度测量,以保证实现高精度加工。为了确认加工形状有无异常或残缺,CAM系统还可实现仿真加工。模具切筋备件能够保证模具加工过程中的稳定性和一致性。广东三极管模具切筋备件定制
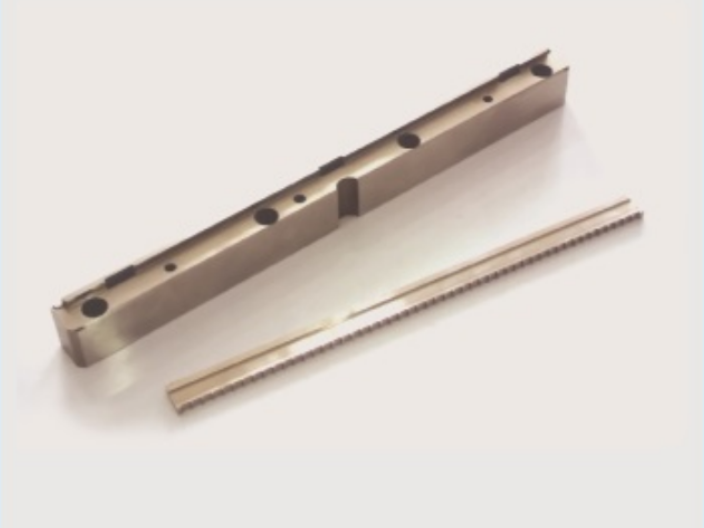
模具切筋备件需要根据不同的加工工序来选择,如切割、夹持、拆卸等。河北模具切筋备件多少钱
模具配件定期检修:1、交互校验加热器的电阻值。 你应该在刚开始使用加热器的时候,就已经测量过它的电阻值,而年底正是对其再次测量并进行对比的时候。如果电阻值有±10%的浮动,就该考虑替换加热器,以保证它不会在生产过程的关键时刻出现故障。如果从来没有测量过较初的电阻值,就测量一次,并将所得的数值用作今后检查该加热器时的参考数据。2、清洗顶针。经过一年的时间,顶针会由于气体囤积和膜状杂质而变得很脏。推荐每隔6~12个月用模具清洗剂好好地清洗一番。清洗干净后,再在顶针上涂上一层润滑剂以防止擦伤或断裂。河北模具切筋备件多少钱
上一篇: 天津无刷定转子模具备件市场报价
下一篇: 浙江拉伸冷冲模具生产商