江苏机械焊管机组互惠互利
焊管机组如果出现辊跑偏,也可能是上辊压力不均上辊压力不均匀时,可造成上平辊倾斜压偏,使上下辊的孔型两则间隙不一样,这时,管坯就会向孔型问隙大的一侧跑偏,即在变形角小于90“时,管坯向压力小的一侧南起;变形角大于90*时,管还会向压力大的一侧翻起,可以见一下实际的图。封闭孔型中的管坯也会向压力小的方向旋转,以达到控制管缝的方向。遇到这种情况时,调整平辊的压下量,使上辊保持在水平位置上,并借助平辊的前道立辊加以辅助性的方向调整即可。焊管机组不是高频焊管机组?江苏机械焊管机组互惠互利
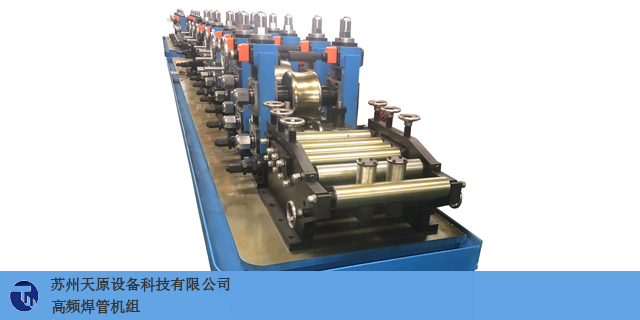
焊管机组
焊管与焊管机组是不一样的,焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效,品种规格多,设备少,但一般强度低于无缝钢管。1、焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。而且,相对而言,较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊2、按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。3、按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。4、按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。天津正规焊管机组标准焊管机组有哪些设备组成?

高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流zhi沿导体表层流动的一种物理现象。导体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越有用。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。
苏州天原设备科技有限公司高频焊管机组保养建议:高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检查。机器使用一段时间后,要注意定期润滑和清洁机器,确保其清洁,只有这样机器才能正常运行,使用过程中才比较轻便,机器中老化的零件需要及时更换,以确保机器正常运行,还有就是在机器不使用的时候也要好好地保管高频焊管机组,不能任意丢弃。常用的维护方法:1.平日要做好高频焊管机的检查工作,检查管道是否正常,如实记录固态高频焊管机机械状况。焊管机组的工作原理与工作特点。
苏州天原设备科技有限公司是专业制造焊管机组以及相关辅助设备的厂家,本公司是一家集科、工、贸为一体,公司拥有高水平的技术的专业人才,产品行销全国各地及出口泰国、孟加拉、越南、缅甸、柬埔寨、印度尼西亚、巴基斯坦、印度、埃及、卡特尔、乌兹别克斯坦、土库曼斯坦等一些国家。制造的设备广受好评在行业内有良好的名声,产品结构:焊管设备,分条机组,及配套轧辊模具产品特点:生产加工焊管的专业生产线,生产线工艺流程:原料(带钢卷)→开卷→剪切、对焊→储料→被动矫平→成型轧制→高频焊接→去除外毛刺→喷淋冷却→定径、整型→粗矫直→定尺切断→收管、捆扎。生产流程,产销过程:订单→设计→下计划→备料→粗加工→工艺处理→精加工→检验→装配→油漆→试机→包装→发货操作焊管机组要注意的事项。山东制造焊管机组诚信合作
焊管机组的使用注意说明。江苏机械焊管机组互惠互利
焊管机组轧制线是焊管机组上所有轧辊包括矫平辊、成型平立辊、导向辊、挤压辊、去毛刺托辊、压光辊、定径平立辊、矫直辊等轧辊的校调基准线,也是与其配套的相关辅机设备例如开卷机、螺旋活套、飞锯、输送辊道等安装校调的基准线,是轧制底线和轧制中线的总称,就如人体的脊椎,在所有焊管生产工艺参数中具有举足轻重的作用。轧制线:事实上,焊管机组上并不存在这样一条实物线,轧制线在机组安装或者换辊时才被人们用细钢丝表示出来。江苏机械焊管机组互惠互利
上一篇: 天津自动化焊管机组厂家价格
下一篇: 先进焊管机组售后保障