湖南机械焊管机组出厂价格
由此产生的摩擦力无法与实腹轧制相提并论。该特点要求,定径平辊的线速度必须比成型平辊的略快,这样才能获取定径工艺所需要的更多摩擦力。(4)主动轧制与被动轧制并存。定径平辊在轧制中除了减径变形之外,另一个重要功能是提供焊管运行的驱动力,而定径立辊施力则阻碍焊管运行。这一特点要求,在进行定径平、立辊调整时,不能*关心尺寸调整,还必须兼顾平辊轧制力与立辊轧制力的调整,确保平辊轧制力大于立辊轧制力,这是调整定径平、立辊时必须遵循的一条基本原则。(5)定径平辊孔型比较大轧制力与比较大线速度相悖。以定径圆孔型为例,在正常生产过程中,要注意防止圆管上下和水平两个方向的尺寸超上差。(6)小孔型接纳大焊管。根据定径工艺与定径原理,进入下一道定径辊孔型之前的焊管几何尺寸总是大于该道孔型尺寸。实际操作中,为了避免焊管进入孔型时与孔型比较大线速度A、B发生摩擦,总是将与之对应的焊管部位尺寸调整成略小于孔型尺寸。这种理论设计圆孔型与实际将焊管调整为椭圆的矛盾,直接导致两个不利后果:一是增大前道孔型边缘与焊管的摩擦力,加速孔型边缘磨损;二是在焊管面上、对应于孔型边缘的部位易产生压伤。尽管这种磨损与压伤有时较轻微。焊管机组的工作原理与工作特点。湖南机械焊管机组出厂价格
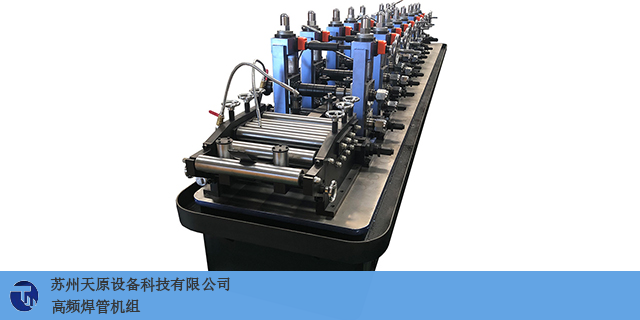
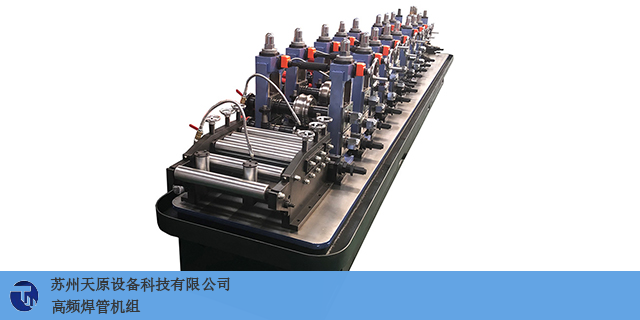
焊管机组
高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检查。常用的维护方法:1.平日要做好高频焊管机的检查工作,检查管道是否正常,如实记录固态高频焊管机机械状况,假如发现固态高频焊管机机械存在后患风险,应迅速检修,以免影响下面的正常使用。2.高频焊管机需要润滑的部位要按期润滑,用专门的润滑剂润滑,预防焊管生锈,镀锌是延长焊机使用寿命很好的方法,镀锌钢管前需要进行表面预处理,预处理通常包括脱脂(脱脂就是清理黑管外边油渍,污垢,是为了预防浸染酸洗的功效。河南直销焊管机组经验丰富焊管机组的价格是什么?
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。
选用优良的正反面电弧焊,可使焊和保持在好的位置,不易出现边缘偏移、焊和误差、焊缝不完整等现象,焊和质量易于控制,对高频焊管进行100%的产品质量检验,合理检验和网络监控钢管生产的过程,合理确保产品质量,生产线的机器设备都有与计算机数据采集系统连接的功能,能够迅速保持传输数据。高频焊管有哪些优点?与无缝管相比较,高频焊管生产具有连续性强、效率高、成本低的特点,焊管在整个管道中的比重也在增加,高频焊管的生产从生产效率和经济效益来看,具有没污染、低噪声的特点,不产生废水和废气,生产中采用循环水冷,节省人力,单班需要5-8人就可以了。在使用方面,随着焊管焊和质量和无损检测的升高,焊管的使用越来越受欢迎,逐渐取代了无缝钢管,焊管的增长速度比无缝钢管快。高频焊管工艺在许多方面都有优势,对管坯材质和钢管规格尺寸的适应性较广,高频焊管不但可以升高焊和速度,同时可以获得热影响区小及烧透性良好的焊缝。高频焊管机组可以正常生产异性管,同时生产更多的方、矩形管,由于方形和矩形管具有较大的截面模数,可以承受较大的弯曲力,节省大量金属,节省加工时间,减轻部件重量,因此在工农业各个方面都有普遍的应用。你还不知道焊管机组使用要注意这些!
导致焊管有时在很低的压力下发生焊缝爆裂。三,达到基本直度在焊管生产实践中,对直度有两种理解。一是国际规定的直度,圆管不大于2‰,异型管不大于3‰;另一是使用性直度,指标要求由供需双方商定。前者适用于“市场货”,用户不固定;后者适用于提出要求的特定用户。无论是哪种直度,只有经过定径辊的轧制才能平衡管内应力,使焊管达到基本直度。四,提高焊管表面质量定径辊对焊管表面质量的促进作用主要表现在三个方面:(1)促使焊缝圆滑。去除外毛刺后的焊缝面与焊管外圆总是相接而不是相切,相接就存在棱角;在管面焊缝部位总能看到和用手感觉到棱角,极不美观。只有经过数道次定径辊轧制后,才能消除焊缝面与管面棱角,实现圆滑。(2)减轻表面压痕和划伤。从管坯成型到完成焊接,其间要经过二、三十只轧辊(排辊成型会更多)的轧制与高温焊接,任何一个环节都有可能在焊管表面留下伤痕与印迹。而经过定径辊轧制后,其中一些伤痕和印迹会变浅,变得没有手感。(3)防止定径段自身产生伤痕。要求精心调整定径孔型对称性,正确施加轧制力,确保焊管表面无压痕、划伤等表面缺陷。焊管机组常见的问题及原因分析。黑龙江先进焊管机组检查
焊管机组不是高频焊管机组?湖南机械焊管机组出厂价格
焊管机组与钢管区别是很大的。钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。辨认方法:看管子内部,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,无缝钢管厂家,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。图片无缝钢管制作原理生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并去掉表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。湖南机械焊管机组出厂价格
上一篇: 先进焊管机组售后保障
下一篇: 江西好的焊管机组厂家报价