山西好的焊管机组标准
苏州天原设备技术有限公司是集科研、设计,设备制造和技术服务为一体的企业,多年来在国内多位钢管界教授指导下,追踪国外同类设备工艺与先进技术,系统地分析国内引进设备的实践,在博采众长的基础上,勇于创新。公司主要产品从16-219的高频直缝焊管机组,注重技术创新和发展根据市场需求调整机组设计,进的工艺、检测手段的严谨的工作作风,保障了设备的质量。目前,本公司产品除了供应国内市场还出口到东南亚,南亚,中东,非洲,南美洲,东欧等地区,得到用户一致好评,公司有完整的售后服务体系,会派专人指导客户机组安装调试并培训操作人员直到机器正常运转生产。机组有一年的质保期,对于客户的要求我们会及时回复24小时之内提出解决方案。哪里有批发焊管机组的厂家?山西好的焊管机组标准
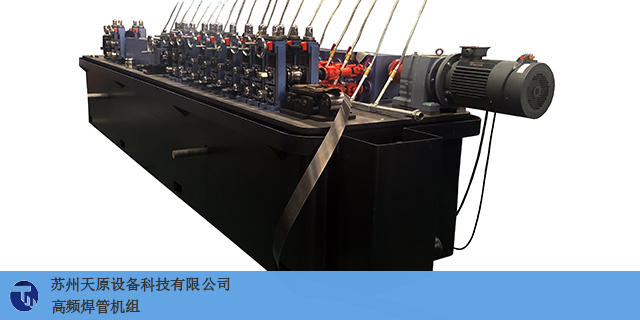
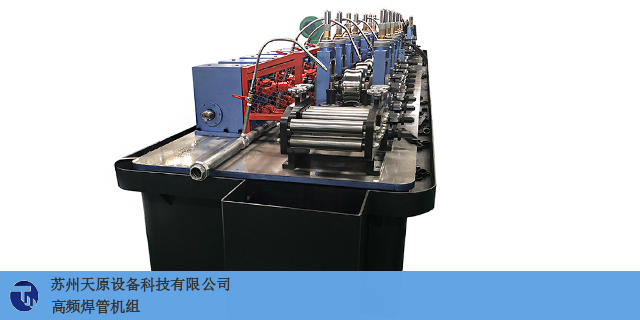
焊管机组
焊管定径工艺的特点焊管定径工艺具有空腹轧制、微张力轧制、主动轧制与被动轧制、比较大轧制力与比较大线速度不在同一点、小孔型接纳大管子和微量减径轧制等6个特点。(1)微量减径轧制。无论是圆到圆的定径轧制,还是圆变异、异到异的整形轧制,一般减径率都很小。外径为φ15~200mm范围的焊管,通常总减径量只占成品管外径D的,道次减径率及平均道次减径率参见下表。这一特点对定径轧辊孔型设计,定径余量设置和实际操作都有指导意义,为制定定径工艺参数提供了依据。双击图片放大(2)空腹轧制。焊管定径属于空腹冷轧范畴,是运用定径辊对空腹焊管进行轧制,只需要施加较小的轧制力就能实现焊管外形与尺寸变化,其间焊管周向变短、断面增厚、纵向变长。这一特点要求,定径孔型施加的轧制力不能大,否则极易导致焊管横断面尺寸骤然减小,外形发生畸变,无法实现工艺目标。(3)微张力轧制。焊管轧制全过程离不开纵向张力,定径段的纵向张力与成型段和焊接段关系密切。在焊管规格品种确定之后,影响定径张力的主要因素是定径平辊孔型的线速度和轧制力。由焊管定径工艺微量减径特点和空腹轧制特点决定,定径辊施加到焊管上的轧制力不可能大。黑龙江好的焊管机组经验丰富焊管机组有哪些注意的分类?
焊管定径工艺的基本功能高频直缝焊管定径是指通过特定孔型轧辊对焊接后的焊管进行轧制,将尺寸和形状都不规整的圆或异型管调整至形状规整、尺寸符合标准要求的成品管。定径工艺的基本功能有四个方面。一,确定焊管基本尺寸与形状(1)圆→圆。通过对定径圆孔型轧辊的调整,将出挤压辊后不规整的待定径圆管调整为横断面形状和尺寸都合格的成品圆管。衡量圆管圆度不*要看实际公差带的分布,还要看管子的椭圆度。一般规定椭圆度为极限偏差的80%。实践中,有些焊管虽然没有超差,但超过椭圆度公差,或者公差带以及接近极限值,同样需要进行调整。(2)圆→方(异)。即由圆管变为异型管,通过对异形孔型轧辊进行调整,将出挤压辊后横断面为圆的焊管,调整为横断面形状各异、尺寸各异的异型管,如方管、矩形管、椭圆管、D型管等。其实,无论多么复杂的异型管、调整过程不外乎围绕面、角、形及公差进行。①面:包括平面和弧面,要求纵看不能有波浪、勒痕、竹节,横看弧面必须圆滑无棱角,平面无凹凸。②角:一是指焊管面与面交汇处的尖角形状、大小及对称,二是指焊管面与面之间的夹角。以方矩管为例,无特别要求时一般规定外圆角r=,面与面夹角β=90°±1°。
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果间隙较大,邻近效应会减少,涡旋热将不够,焊和的晶体无法很好的熔合,造成不熔合或裂开,如果间隙小,邻近效应将上升,电焊的焊和热值过大,导致焊缝引燃,或是焊缝挤压成型冷轧产生凹坑,影响焊缝的工艺性能,精轧管的2个边沿加温到电焊焊和温度后,在挤压辊的挤压下,产生相互的金属材料颗粒物互相渗入结晶体,形成牢固的焊和,如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。焊管机组的零件组成有这些!
焊管机组平辊跑偏原因:孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。采购焊管机组要注意哪些?山西好的焊管机组标准
你知道江苏哪里有焊管机组厂家吗?山西好的焊管机组标准
焊管机组平辊跑偏原因分析平辊发生跑偏主要有以下几种原因造成(不包括原料的镰刀弯等缺陷)。(1)孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。山西好的焊管机组标准
上一篇: 甘肃性能优良焊管机组特价
下一篇: 销售焊管设备诚信企业