天津三菱系统五轴机床
如果旋转轴不与直线轴相垂直,则被认为是一根“俯垂型”轴。看过这些结构的五轴机床,我相信我们应该明白了五轴机床什么在运动,怎样运动。可是,这么多样化的机床结构,在加工时究竟能展现出哪些特点呢?与传统的三轴机床相比,又有哪些优势呢?接下来就让我们来看看五轴机床有哪些发光点。五轴加工的众多优点,说起五轴机床的特点,就要和传统的三轴设备来比较。生产中三轴加工设备比较常见,有立式、卧式及龙门等几种形式。常见的加工方法有立铣刀端刃加工、侧刃加工。球头刀的仿形加工等等。但无论哪种形式和方法都有着一个共同的特点,就是在加工过程中刀轴方向始终保持不变,机床只能通过X、Y、Z三个线性轴的插补来实现刀具在空间直角坐标系中的运动。所以,在面对下面这些产品时,三轴机床效率低、加工表面质量差甚至无法加工的弊端就暴露出来了。数控机床四轴是指控制数控机床运动的四个轴线。天津三菱系统五轴机床
五轴转台一般包含三个线性轴(X、Y、Z)和两个旋转轴(A、C或B),可以完成沿三个线性轴的移动和两个旋转轴的转动,常用于复杂立体加工。五轴转台的主要特点是,控制轴数多:可以同时控制五个轴,加工范围和复杂度更高。加工精度高:由于可以同时控制多个轴,加工精度更高,适用于高精度的加工任务。加工效率高:由于可以同时完成多个加工任务,加工效率更高,适用于大批量生产。 总的来说,四轴转台适用于一些简单的加工任务,而五轴转台适用于复杂的立体加工和高精度加工任务。在自动化蓬勃发展的时代,4轴加工已为各种制造工艺铺平了道路。理解这一自动化奇迹的复杂性是有趣、复杂的,但至关重要。广西五轴机床供应一般四轴机床由进给系统、主轴系统、C轴(旋转轴)系统和控制系统组成。
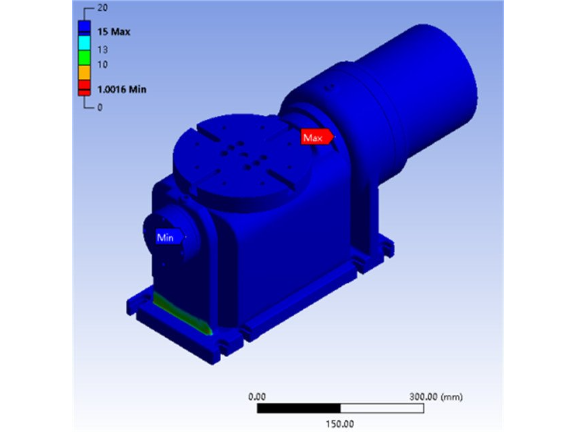
那么机床如何对这段偏移进行补偿呢?接下来我们就来分析一下这段偏移是怎么产生的。根据前文,我们都知道是由于旋转坐标的变化导致了直线轴坐标的偏移。那么分析旋转轴的旋转中心就显得尤为重要。对于双转台结构机床,C轴也就是第5轴的控制点通常在机床工作台面的回转中心。而第4轴通常选择第四轴轴线的中点作为控制点。数控系统为了实现五轴控制,需要知道第5轴控制点与第四轴控制点之间的关系。即初始状态(机床A、C轴0位置),第四轴控制点为原点的第四轴旋转坐标系下,第五轴控制点的位置向量[U,V,W]。同时还需要知道A、C轴轴线之间的距离。对于双转台机床,举例如下图所示。
四轴机床的基本结构和工作原理。四轴机床是指在常规三轴加工中加入第四轴(旋转轴)来实现更复杂的加工功能和曲面加工。一般四轴机床由进给系统、主轴系统、C轴(旋转轴)系统和控制系统组成。主轴系统是四轴机床的主要加工单元,通常采用电主轴、机械主轴和气动主轴等,能够实现高速、高精度的加工。C轴系统是四轴机床的第四个基本轴向,通过C轴的旋转控制实现工件的加工,主要用于多面体和曲面工件的加工。控制系统是四轴机床的主要部分,主要用于对进给、主轴和C轴三个系统的控制。常见的控制系统有基于数控系统和PLC组成的系统,还有专门使用机床控制器等。虽然4轴CNC加工的优势显而易见,但必须承认它的一些局限性。
五轴机床的运动特性要求伺服驱动系统有很好的动态特性和较大的调速范围。,五轴数控的NC程序校验尤为重要,要提高机械加工效率,迫切要求淘汰传统的“试切法”校验方式 。在五轴数控加工当中,NC 程序的校验工作也变得十分重要, 因为通常采用五轴数控机床加工的工件价格十分昂贵,而且碰撞是五轴数控加工中的常见问题:刀具切入工件;刀具以极高的速度碰撞到工件;刀具和机床、夹具及其他加工范围内的设备相碰撞;机床上的移动件和固定件或工件相碰撞。五轴数控中,碰撞很难预测,校验程序必须对机床运动学及控制系统进行综合分析。从发动机部件到车身零部件,汽车行业严重依赖4轴CNC加工进行生产。全自动五轴机床市场价格
五轴加工所采用的机床通常称为五轴机床或五轴加工中心。天津三菱系统五轴机床
机床是一个国家制造业水平的象征。而表示机床制造业较高境界的是五轴联动数控机床系统,从某种意义上说,它反映了一个国家的工业发展水平状况。长期以来,以美国为首的西方工业发达国家,一直把五轴联动数控机床系统作为重要的战略物资,实行出口许可证制度。特别是冷战时期,对中国、前苏联等社会主义阵营实行锁住禁运。爱好jun事的朋友可能知道有名的“东芝事件”:上世纪末,日本东芝公司卖给前苏联几台五轴联动的数控铣床,结果让前苏联用于制造潜艇的推进螺旋桨,上了几个档次,使美国间谍船的声纳听不到潜艇的声音了,所以美国以东芝公司违反了战略物资禁运政策,要惩处东芝公司。天津三菱系统五轴机床
上一篇: 广东摇篮式五轴转台批发
下一篇: 四川减速机现货直发