汕头小片串焊机压延
小片串焊机改造升级。四栅的小片串焊机改造成五棚的,并加上头尾带剪切模具。并对全机可以做零配件或系统维护。烙铁改成红外,更换料盒及修正平台。1.增加预拉直拉直机构2.加导带、调带压紧机构3.加拉带夹爪4.下架烙铁改成红外焊5.加剪切模具6.系统维护及保养。实现了新的功能:1.小片串焊机改造升级后的修正台带料片检测,有无料及坏片检测2.焊带有预拉直功能,不需完全用拉带拉直,精度高,不损坏拉带机构3.是目前自带真空泵取负压,功率,方便简单6.运动部件为滑轨滑块而不是滑杆轴承7.闭环马达有的带刹车及有的带减速机寿命长8.调带方便不需单独调带.调带机构在上位操作完全避开助焊剂的腐蚀,温度均匀可单独分组调节参数而不是整体一起调。小片红外串焊机的焊灯高度调节模块包括哪些结构?欢迎咨询!汕头小片串焊机压延
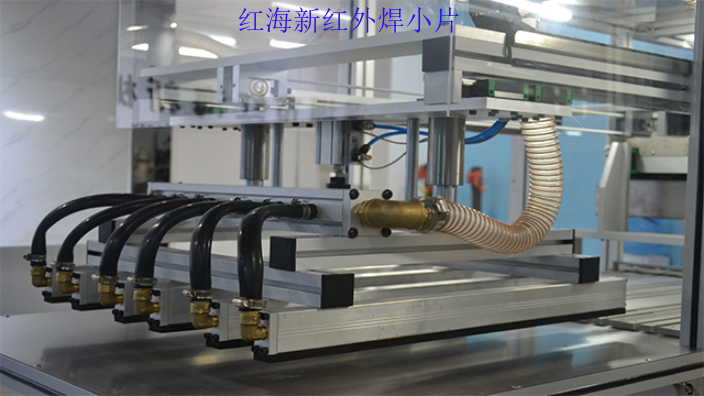
小片红外串焊机
电子元件焊接:小片红外串焊机可以用于焊接各种小型电子元件,如电阻、电容、二极管、晶体管等。它能够提供高温、高精度的焊接环境,确保焊接质量和稳定性。电子连接器焊接:电子连接器是电子设备中重要的连接部件,小片红外串焊机可以用于焊接连接器的引脚和线缆,确保连接的可靠性和稳定性。电子线路板焊接:电子线路板是电子设备的主要组成部分,小片红外串焊机可以用于焊接线路板上的各种元器件和连接器,确保线路板的正常工作和稳定性。重庆组件小片串焊机生产这款机器采用先进的红外技术,对小片零件进行快速热焊。
小片红外串焊机的几个主要优势:高效性能:小片红外串焊机采用红外线加热技术,能够快速加热焊接区域,提高焊接效率。相比传统的热风加热方式,小片红外串焊机的加热速度更快,能够大幅度缩短焊接时间,提高生产效率。精确控制:小片红外串焊机配备了先进的温度控制系统,能够精确控制焊接区域的温度。通过调节红外线的功率和加热时间,可以实现对焊接温度的精确控制,确保焊接质量的稳定性和一致性。焊接质量高:小片红外串焊机采用红外线加热技术,能够将焊接区域均匀加热,避免了传统焊接方式中焊接区域温度不均匀的问题。这样可以确保焊接接头的质量和可靠性,减少焊接缺陷的产生,提高产品的质量。
小片红外串焊机的拉带轴,是拉带机构中翻转U轴所装在能前后移动的那个机构。它拥有八个位置,包括等待位、取带位、放带位、放尾带位、拉带位、拉尾带位、拉带长度后撤位和卸带位。这个拉带轴的操作非常简单,只需通过左侧的按钮和数据输入框进行手动驱动。向左双箭头按键是顺着复位时马达向前即靠焊台方向的寸动,向右双箭头按键是马达向后即远离焊台方向的寸动,即复位时马达向前的反方向。数据输入框可以配合参数设置,输入不同的数据可以驱动马达到达相应的位置。这款小片红外串焊机的拉带轴,功能强大,操作简单,是你理想的选择。红海新小片红外串焊机的使用寿命长,维护简单,能够为用户节省大量时间和成本。

实用新型红外线灯箱实施例,拆箱体一侧壁后的结构示意图、整体的结构示意图、部分拆分结构示意图。在顶板10b的顶面固定有与固定元件18一一对应设置的基座19,固定部181上设有安装孔181a,基座19设有位置一螺孔191以及与位置一螺孔191轴向相互垂直的长槽孔193,顶板10b的顶面设有位置二螺孔105。位置一位置确定螺丝195穿过安装孔181a后螺合于位置一螺孔191内,将固定部181锁固于基座19上;位置二位置确定螺丝197穿过长槽孔193后螺合于位置二螺孔105内,将基座19锁固于顶板10b的顶面上。穿孔103的孔径大于连接段123末端的直径。本实施例采用位置一位置确定螺丝195和位置二位置确定螺丝197,能方便地将固定部181和基座19锁固于顶板10b的顶面上。同时,穿孔103的孔径大于连接段123末端的直径,可沿长槽孔193的轴向移动连接段123,调整红外线灯12的位置,实现灵活稳定的操作。小片红外串焊机适用于各种电子元件的焊接,包括芯片、电阻、电容等。安徽小片串焊机预算
这款焊接设备采用先进的红外技术,能够实现高效、准确的焊接效果。汕头小片串焊机压延
小片红外串焊机的取片Z轴手动功能介绍。是电池片从料盒到修正台时取放片Z方向上下运动的那个机构。按其位置分为三个:等待位,减速位,上料位。向上双箭头按键是顺着复位时马达的旋转方向的向上寸动,向下双箭头按键向下寸动。”取片Z轴等待位“按键是驱动马达旋转直接到等待的位置,这个位置是复位后的初始位置,也是料盒到修正对位平台往返时取片Z轴在Z轴方向的位置条件。”取片Z轴减速位“按键是驱动马达旋转直接到上料位的前一个位置,这个位置是专门用来减速用的,取放片吸嘴向下时先以设定的自动速度向下运动,到了减速位再以设定的低速向下到上料位。”取片Z轴上料位“按键是驱动马达旋转直接到上料位置,也就是吸嘴吸电池片或卸放电池片的位置(这个过程是复位以后的初始位置到减速位,再从减速位开始到上料位置)。汕头小片串焊机压延
上一篇: 福建野牛小片串焊机功能
下一篇: 湖北小片串焊机资费