浙江滚齿刀座工厂
动力刀座又叫“动力头”,是装在车削中心动力刀塔上的,可以装夹钻头、铣刀和丝锥的刀座,它可以在动力刀塔电动机的驱动下旋转,带动刀具转动,可以在工件完成车削后进行铣削、钻削和攻丝的工序。伴随着当代工厂加工件的日益复杂化的现状,精度等级的加工效率成为了各大工厂当务之急,但是车床动力刀座有着多轴向、高转速、高效率的性能,只要它顺着轴承和传动轴的转动就可以轻易地在同一机台上做复杂零件的加工,并且速度超快,精确度高。有数据为例子,它的比较大扭矩可以达到150Nm,比较大转速可达15,。这降低上工作人员的调换车床的时间。 插槽刀座是一种多功能、多用途的工具,广泛应用于各种行业和不同材料切割中。浙江滚齿刀座工厂

刀座在机械加工中起到固定刀具、调整切削位置和方向的关键作用,因此种类繁多,以满足不同的加工需求。一、手动刀座与自动换刀刀座手动刀座:通过手动调整刀具位置和方向,适用于小型机床加工和一些简单的加工操作。自动换刀刀座:可以自动完成换刀操作,调整角度和位置,具有自动化程度高、换刀速度快、适用范围广等优点。二、车床刀座车床刀座按照其结构特点有:M型:采用平口法兰结构,适用于普通车床和数控车床。P型:采用圆锥法兰结构,适用于加工精度较高、转速较高的机械加工领域。V型:采用三角法兰结构,适用于高速旋转、大精度加工的机械加工领域。K型:采用菱形法兰结构,适用于高速旋转、高精度的机械加工领域。此外,还有洛氏刀座,这是一种用于大型机床上的高精度刀座。 浙江内孔刀座质量怎么样双头刀座的设计使得同时装夹两把刀具,实现快速换刀,提高加工效率。
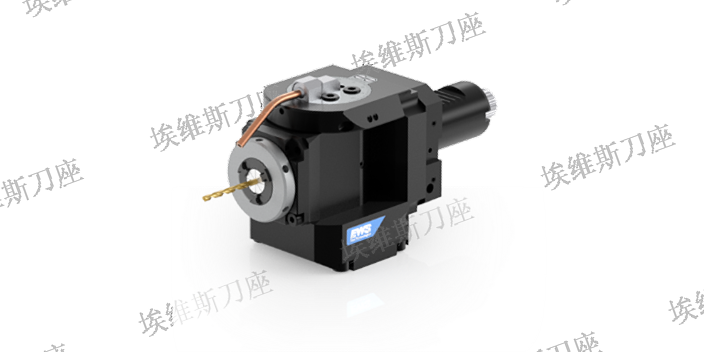
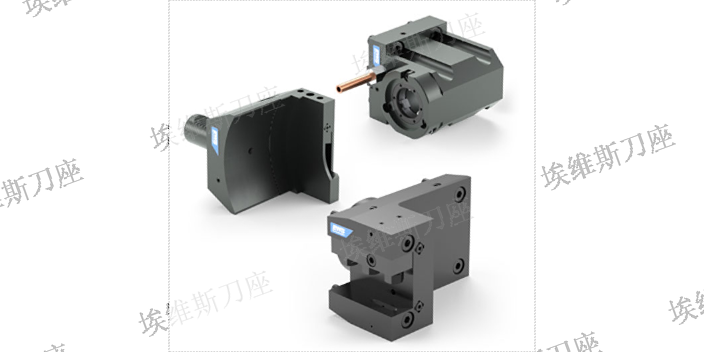
刀座在机械加工中起到固定刀具、调整切削位置和方向的关键作用,因此种类繁多,以满足不同的加工需求。以下是刀座的一些主要分类和型号:一、动力刀座动力刀座依照输出方式可分为:标准ER筒夹式:输出为标准ER筒夹方式,依照尺寸不同,从ER16到ER50。ER弹性攻牙式:适用于需要高精度、攻牙速度快或攻牙孔较小的场合。钻孔夹头式:适用于需要考虑干涉问题的加工场景。多输出式:具有两输出或三输出,针对部分轻加工,可以加速钻孔效率。侧铣刀式:适合特殊的侧铣刀使用。动力刀座依照输出方向分为:轴向式径向式轴向偏心式:输出与输入同方向,但会偏移部分位置,适合有干涉的地方使用或增加加工距离。动力刀座还可以根据结构和外形分为0°动力刀座、90°动力刀座、直角内缩动力刀座、偏心动力刀座、双轴输出动力刀座等。根据冷却方式,有外冷式刀座和外冷加内冷(中心出水)式刀座。此外,根据输入接口类型,动力刀座分为VDI和BMT等。
刀座在机械加工中起到了固定刀具、传递切削力和确保加工精度的重要作用。它通常安装在机床上,用于支撑和夹持刀具,使其能够按照既定的路径和速度进行切削加工。以下是刀座的作用和选择注意事项:刀座的作用:固定刀具:刀座提供了刀具安装的位置和固定点,确保刀具在加工过程中保持稳定的位置和方向。传递切削力:在加工过程中,刀座承受切削力,并将其传递到机床结构上,保持整体稳定性,避免振动和变形,确保加工质量。调节刀具位置:刀座通常具有可调节的功能,可以根据加工需要调整刀具的位置、角度和深度,实现不同形状和尺寸的加工。提供冷却和润滑:一些刀座设计中还包含冷却液或润滑系统,用于冷却刀具和加工区域,减少切削温度和摩擦,延长刀具寿命。 折叠式刀座便携轻巧,适合户外野餐或露营使用。
刀座的材质对切削效果有着重要的影响。不同的材质具有不同的物理和化学性质,这些性质会直接影响刀座的切削性能和寿命。首先,刀座的硬度是一个关键因素。较高的硬度可以提供更好的耐磨性和切削性能,使刀座能够更长时间地保持锋利。常见的刀座材质如高速钢(HSS)和硬质合金(硬质合金)通常具有较高的硬度,适用于切削硬度较高的材料。其次,刀座的韧性也是至关重要的。韧性是指材料在受力时能够抵抗断裂的能力。切削过程中,刀座会受到较大的冲击和振动力,如果材料韧性不足,容易发生断裂和破损。因此,刀座材料需要具有足够的韧性,以确保刀具的稳定性和寿命。常见的刀座材料如碳钢和不锈钢通常具有较高的韧性。在电子制造领域,插槽刀座被广泛应用于PCB板切割、线路板切割和玻璃切割等。上海多头刀座公司咨询
刀座的使用可以提高加工效率、降低加工成本、提高产品质量等效益。浙江滚齿刀座工厂
对于轴类零件,有很小一段的直齿需要加工的情况下,采用滚齿刀座可以一次性地完成加工,适合于加工模数小于2的齿形。U钻采用内冷的动力刀座,配合带内冷的快换接柄,可以实现U钻。可调角度刀座用于加工不同角度的斜车削中心及动力刀座车削中心(另称为车铣复合机,车铣中心)一般是采用由固定刀座完成工件的外圆,端面及钻中心孔,镗、绞等工艺,而由动力刀塔上的动力刀座与主轴的C轴功能配合,完成工件的铣削,钻孔,攻丝,滚齿,轧花等功能。适合在车削中心上完成的工件是:1:要求一次装夹,完成全部加工,以保证工件精度。2:工件以车削为主(60%~95%),铣削等为辅(5%~40%)。 浙江滚齿刀座工厂
上一篇: 上海EWS固定刀座一般多少钱
下一篇: 上海Capto刀座哪家质量好