四川鑫鸿华小片串焊机联系电话
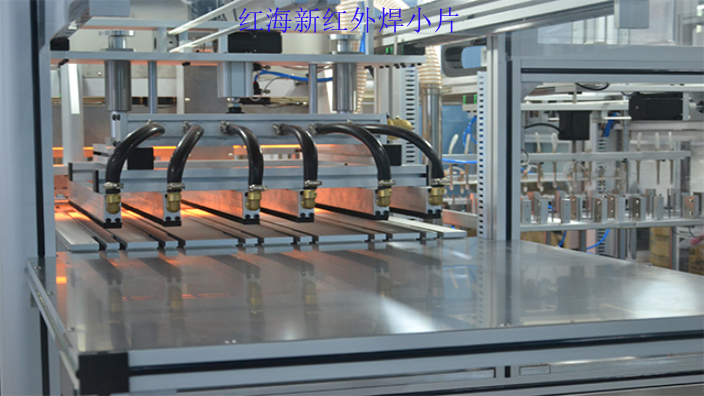
太阳能电池片串焊装置包括用于承载太阳能电池片和焊带的焊台、用于对焊台上的太阳能电池片和焊带进行红外加热的红外线灯管以及用于对焊台上加热完成的太阳能电池片和焊带进行抵压的焊带压紧机构,其中,焊带压紧机构通常包括若干条丝线以及用于固定各条丝线的线架,传统的各条丝线平行相间的设置在线架上,丝线在抵压焊带时,丝线由于抵压的相互作用会向远离抵压方向的一侧形成回弹,但是,现有的这种焊带压紧机构的丝线由于未对丝线进行相应的限位,导致丝线在抵压时,回弹空间较大,无法提供稳定且均匀的抵压力。红外焊接,小片串焊机实现快速准确熔接。四川鑫鸿华小片串焊机联系电话
小片红外串焊机
太阳能电池片串焊装置,作为一款操作简便的设备,特别针对太阳能电池片的生产、加工及组装需求而设计。这款装置巧妙地利用了两块固定板,它们分别安装在焊台的两侧,上方则对应地固定着丝线,确保丝线的紧绷状态。其中,一块固定板配备了线头夹紧机构,用以稳定固定每条丝线的一端;而另一块固定板则设置了张力调节机构,丝线的另一端则牢固地连接在此。张力调节机构的结构独具匠心,包括固定在固定板上的筒体和能够旋转并螺接在筒体内部的螺柱。丝线的末端通过筒体上的穿线孔进入筒体内部,并很终固定在螺柱上,通过调节螺柱的旋入深度,可以轻松调整丝线的张力。两块固定板的底部均精心设计了与丝线一一对应的位置确定槽,这些位置确定槽的间距与丝线的间距完美匹配,确保了丝线的精确布局。太阳能电池片串焊装置不仅操作简便,维护方便,而且能够明显提升生产效率,是太阳能电池片生产领域的理想之选。云南光伏发电板小片串焊机功能小片红外串焊机,智能化控制,操作更方便。

小片红外串焊机的修正台手动操作功能介绍。“X修正气缸”按键驱动修正对位平台中X方向的气缸电磁阀,驱动该气缸往X方向靠近及远离动作,从而达到电池片到达X方向的基准位置。为接下来的Y方向做准备。“Y修正气缸”按键驱动修正对位平台中Y方向的气缸电磁阀,驱动该气缸往Y方向靠近及远离动作,从而达到电池片到达Y方向的基准位置。达到双向位置。修正台是个整体移动的机构,承接从料盒经过取片机械手到修正台上的电池片,并在修正好后提供取放电池片到焊台的机械手来取的料。“修正台气缸输出”按键是切换“修正台气缸关闭”,驱动修正对位平台前后运动的那个气缸的电磁阀开关(向前就是修正台向远离料盒方向即与焊台同基准的方向,向后就是向料盒方向)。小片红外串焊机取放电池片到焊台的机械手手动功能介绍。放片Y轴寸动的速度可以选择手动速度,其它的位置运动过程是用的自动速度。“放片Y轴取料位”按键是驱动取放电池片到焊台的机械手直接到达取料位,该位置放片气缸可以驱动吸盘下去把修正好的电池片吸住再上来。“放片Y轴放料位”按键是驱动取放电池片到焊台的机械手直接到达放料位,该位置放片气缸可以驱动吸吸盘下去把修正好的电池片卸放到焊台上再上来。
小片红外串焊机的主画面展示了使用频率高的参数化设置及方便的主菜单按钮。主画面分为A框和B框两个区域,各包含8个按钮。其中,A框区域的按钮用于控制设备的各项操作,B框区域的按钮则用于设置设备的运行参数。在A框区域,除了“开始”按钮用于切回主画面外,其他7个按钮均能进入相应的画面。具体功能如下:“清料”按钮用于焊完现有台面上电池片并做相应的串分切及出料,完成后停机结束工作;“启动”按钮进入自动运行模式,设备将按照预设的程序进行焊接操作;“暂停”按钮可以在需要暂时停止或中停时使用,功能与暂停按钮盒上的按钮相同;“复位”按钮用于恢复设备的初始准备状态,操作要领是长按复位键或按钮,直到机台有任何动作,才可以松手。“手动状态”与“自动状态”是相互切换的按钮,在进行自动焊接时,需要切换到“自动状态”。复位完成与否可以通过复位按键上的圆圈颜色来判断,如果圆圈颜色为绿色,则表示复位完成;如果为红色,则表示复位未完成。在实际操作中,用户可以根据需要设置设备的运行参数,如焊接速度、焊接温度、焊缝宽度等。通过B框区域的按钮,可以轻松完成这些设置。小片红外串焊机,适用于各种小片材料焊接。
在追求效高、准确的制造业时代,小片红外串焊机成为了电池片加工的关键设备。其电池片传送上下机构的主要是凸轮电机,通过驱动出料杆的上下运动,实现电池片的稳定传送。凸轮轴根据位置分为上位、前平位、后平位和传送位。上位是吸住电池片向出料方向移动的位置;前平位是传送杆与焊台真空切换的位置;后平位是卸放电池片,焊台吸住电池片,准备向下移动的位置;传送位则是传送杆后平位向下到达此位置之后,可随意向出料反方向移动的位置。数据输入框与手动驱动按钮相配合,使得操作更加便捷。向上双箭头按键是顺着复位时马达向上方向的寸动,向下双箭头按键则是马达向下方向的寸动。通过输入不同数据,马达到达相应位置,实现准确操控。凸轮电机驱动马达旋转直接到达所需位置,如凸轮轴上位按键可直接驱动马达到达上位,便于吸住电池片向出料方向移动;凸轮轴前平位按键可直接驱动马达到达前平位,便于传送杆与焊台真空切换;凸轮轴后平位按键可直接驱动马达到达后平位,便于卸放电池片,焊台吸住电池片,准备向下移动;凸轮轴传送位按键可直接驱动马达到达传送位,便于传送杆在后平位向下到达此位置后,可随意向出料反方向移动。能耗低,小片红外串焊机环保节能。江苏红外小片串焊机工厂
红外技术加持,小片串焊机操作更便捷。四川鑫鸿华小片串焊机联系电话
小片红外串焊机的取片Z轴手动功能介绍。是电池片从料盒到修正台时取放片Z方向上下运动的那个机构。按其位置分为三个:等待位,减速位,上料位。向上双箭头按键是顺着复位时马达的旋转方向的向上寸动,向下双箭头按键向下寸动。”取片Z轴等待位“按键是驱动马达旋转直接到等待的位置,这个位置是复位后的初始位置,也是料盒到修正对位平台往返时取片Z轴在Z轴方向的位置条件。”取片Z轴减速位“按键是驱动马达旋转直接到上料位的前一个位置,这个位置是专门用来减速用的,取放片吸嘴向下时先以设定的自动速度向下运动,到了减速位再以设定的低速向下到上料位。”取片Z轴上料位“按键是驱动马达旋转直接到上料位置,也就是吸嘴吸电池片或卸放电池片的位置(这个过程是复位以后的初始位置到减速位,再从减速位开始到上料位置)。四川鑫鸿华小片串焊机联系电话
上一篇: 湖南小片串焊机焊接温度
下一篇: 中国澳门小片串焊机