日用品模具厂商
我国模具行业受制于模具精度、寿命和制造周期日本的汽车模具精度可达0.02mm,塑料模分模面的精度控制在0.01mm,而国内汽车模具的品牌企业,汽车模具精度控制在0.03~0.05mm;塑料模分模面配模精度在0.03mm左右。德国的模具制造周期在2周~20天,备料4~5天,试模2~3天。日、韩的模具周期要求2周,原因是他们有专门的模具配件城,滑块、顶杆、浇口套组件等均可买到,国内配件标准化做不到,一些零件的加工精度也达不到要求。此外,德、日企业对新产品开发很重视,模具厂经常会与材料厂商、产品厂商共同开发;注塑机厂会与材料厂商共同研发新机型;明星塑料供应商会与明星汽车公司联合研制以塑代钢的新产品。台州市黄岩恒睿模具有限公司为您供应日用品模具,有想法的不要错过哦!日用品模具厂商

用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。包括压缩成型和压注成型两种结构模具类型。它们是主要用来成型热固性塑料的一类模具,其所对应的设备是压力成型机。压缩成型方法根据塑料特性,将模具加热至成型温度(一般在103°—108°),然后将计量好的压塑粉放入模具型腔和加料室,闭合模具,塑料在高热,高压作用下呈软化粘流,经一定时间后固化定型,成为所需制品形状。浙江塑料模具厂家直销台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,有需求可以来电咨询!

挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。
注塑塑料模具浇口形式对注塑产品收缩率有影响。在使用小浇口时,由于在保压结束前浇口已固化,塑件收缩增大。注塑塑料模具的冷却回路结构是注射模具设计的关键。如果冷却环设计不当,则会由于塑件周围的温度不平衡而产生收缩差,会导致制品尺寸超差或变形。而在薄壁件中,模具温度对收缩率的影响更明显。注塑塑料模具分型面、浇口模样和大小等会直接影响到塑胶材料料流的方向、密度分布、保压补缩效果和成型时间。由于注塑过程是把塑料从固态(粉料或粒料)向液态(熔体)又向固态(制品)转变的过程。从粒料到熔体,再由熔体到制品,中间要经过温度场、流场以及密度场等的作用。购买日用品模具,就选台州市黄岩恒睿模具有限公司,让您满意,欢迎您的来电哦!
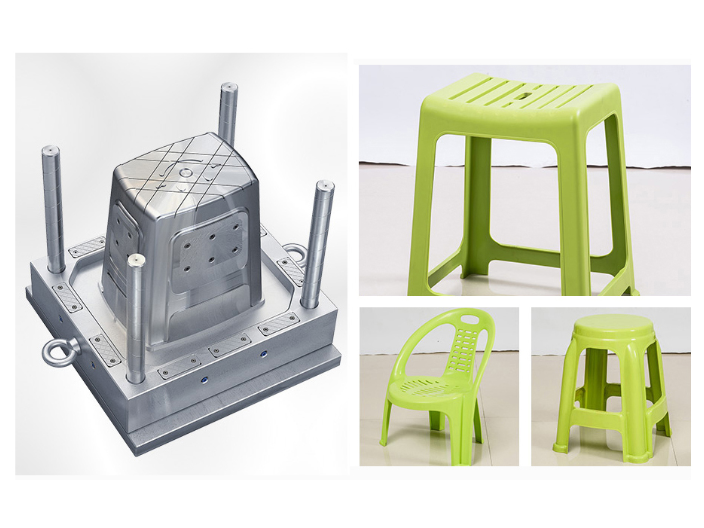
注塑加工时必须知道原料如何配色着色,这样才能体现出专业性。可采用色粉直接加入树脂法和色母粒法。色粉与塑料树脂直接混合后,送入下一步制品成型工艺,工序短,成本低,但工作环境差,着色力差,着色均匀性和质量稳定性差。是为着色的品质差。色母粒法是着色剂和载体树脂、分散剂、其他助剂配制成一定浓度着色剂的粒料,制品成型时根据着色要求,加入一定量色母粒,使制品含有要求的着色剂量,达到着色要求。这是毋庸置疑的。一般来说,色母粒可以按欲着色树脂分类,如ABS色母粒,PC色母粒,PP色母粒等;也可按着色树脂加工艺分类,有注塑、吹膜、挤出级三大类母粒。分门别类,这样来看,色母粒由于对颜料先进行预处理,有较高的着色力,用量可降低且质量稳定,运输、贮存、使用方便、环境污染大为降低,是可以看做有作为的处理方式。台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,欢迎新老客户来电!南京儿童矮凳模具价格怎么样
购买日用品模具,就选台州市黄岩恒睿模具有限公司,用户的信赖之选,有想法可以来我司咨询!日用品模具厂商
用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,普遍用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。日用品模具厂商
上一篇: 福建餐具注塑模具哪家好
下一篇: 长沙冰球模具生产商