贵州电子激光对中仪
以下是一些用于测量对齐的设备:①“视力”或“眼球”方法依赖于视力、经验和一些简单的工具。在**基本的情况下,技术人员可能只使用直尺和他们自己的视野来测量对中。②一种稍微先进一点的“眼球”方法结合了塞尺或一套卡尺来测量两半联轴器之间的精确距离。然后,技术人员旋转轴并再次测量距离,重复此过程进行水平对准测量。这通常需要经过培训且技术娴熟的技术人员以准确无误地识别问题。③千分表也可用于测量两个轴的位置。通过在轴移动时仔细测量位置,技术人员可以确保轴正确对齐。千分表具有高度准确的潜力。然而,它们需要一位训练有素的技术人员,对数学有着扎实的理解,并有时间仔细测量。在许多现代工厂,尤其是那些拥有许多资产的工厂,这是不可能的。如今,许多操作都选择了激光对中工具,因为它们提供了更高的精度,同时速度快,易于使用,适用于大多数技能水平。激光对中仪详细使用说明书?贵州电子激光对中仪
激光对中仪
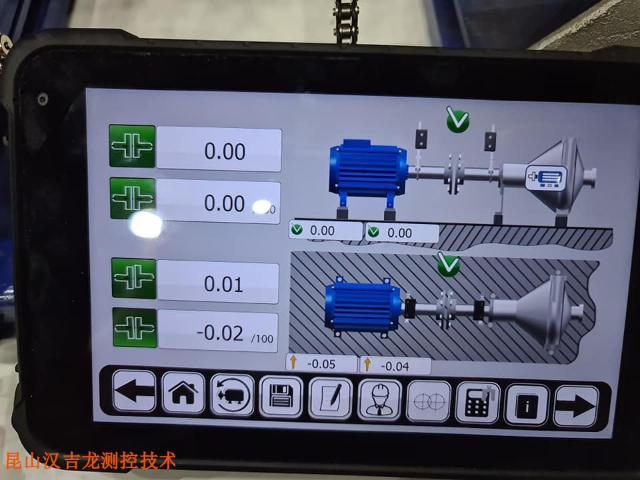
快速使用指南1.触摸位于设备桌面(平板电脑)上的VL程序的图标。2.触摸设置图标进行相关设置。3.设置参量参数:外界干扰滤波参数,振动滤波参数**小精度设置,长度单位英制,或公制。注意:1.从1到16中选择数据平均滤波器,其中1是对测量单元操作的**小外部影响(振动,高温或低温,雾气,烟雾,蒸汽),而16是比较大外部影响。2.如果激光束穿过温度可变的区域(该区域中的气温先升高后降低),这会影响光束的振荡并导致测量不稳定;3.尝试减少激光与探测器之间空气流动的强度(例如,通过移动热源或关闭门)。如果测量结果仍然不稳定,请增加检测器上滤波器平均数据的值;4.SMART模式与以前的模式不同,它基于智能算法,在受到外部影响的情况下进行测量时,可以获取更准确的数据,而测量单元的运行情况却如此。1.该过滤器有助于在振动增加的情况下以某些倾斜角度进行测量;2.为用户提供了从1到5的滤波器值,其中1表示没有平均,而5表示比较大平均。1.触摸图标“测量角度读数”。2.实时打开度量单位的读数时,可以在屏幕上看到直接来自度量单位的数据:广西电机联轴器激光对中仪压缩机联轴器对中超差,别着急拆解!

当电机和泵不对中时会发生什么?不对中的泵通常需要更多的能量来保持运行。它们的零件磨损更大,这意味着更频繁的维护和更高的成本。当电机和泵错位时,轴承、密封件和轴都会更快地磨损。不对中也会导致机械过热并产生更大的振动。较高的温度和振动水平会损坏设备并导致机器零件疲劳。总的来说,错误对齐意味着您将看到更高的故障率和更大的低效率。你的设备也会表现得更不稳定,你会有更多的减速和突发的紧急情况。3、电机对中最佳实践您的团队应定期检查所有电机设备的对齐情况。***次检查应在安装过程中进行。然而,监测和解决对齐问题是一个持续的过程。
激光对中法:将激光测量单元通过支架牢牢地固定在联轴器两端的转轴上,连续或分段旋转转轴,采集激光位置读数(激光的旋转运动轨迹与其所固定在的轴的运动轨迹相同),不对中的两个轴的运动轨迹是不同的,通过比较光(单光束是通过反射、分光获得第二束测量光的)轨迹的变化(实际测量时可只取特定点的读数来计算),就可以计算出两根轴的不对中状况。为什么要使用激光对中技术:竟争的需要安装技术发展的需要生产的需要激光对中技术的优点工效提高5~10倍量确,筒便无需经验,没有人为差别激光对中解决的难题:激光对轮找中仪是利用激光测距的原理研发的高科技产品。
轴对中系统适用于各种情况和众多行业,各种系统的设计都易于安装在机器上。重要部件由铝和不锈钢制成,以确保即使在严峻的环境中也能获得可靠的测量值和较高的可靠性。一、显示器基本要求:1、显示器大小:工业级7寸“彩屏,背光LED,触摸屏;2、操作界面:中文操作,多国语言可选,3D动态显示测量值;3、电池类型:高容量充电锂电,容量5400毫安,连续使用20小时以上;4、连接方式:无线WiFi;5、储存:测量结果以PDF\EXCEL格式保存,可通过USB直接将数据上传至电脑,也可以通过WiFi直接将数据共享微信、QQ等;6、帮助功能:内置手册说明书;7、内置照像功能;8、防护等级:IP65;9、工作温度:-10~50℃;10、工作湿度:10~95%;11、材料:PC/ABS;12、尺寸:202x138x22mm;13、重量:660g;激光对中仪1.部件说明: 2.S和M的安装位置3.激光束对中靶心后进行述职输入。江苏多功能激光对中仪
如何在安装阶段实现压缩机的激光测量和对中?贵州电子激光对中仪
联轴器找正的方法常用的有以下几种1、直尺塞规法利用直尺测量联轴器的同轴度误差,用塞规测量联轴器的平行度误差。这方法简单,但误差大。一般用于转速较低、精度要求不高的机器。2、外圆、端面双表法用两个千分表分别测量联轴器轮毂的外圆和端面上的数值,对测得的数值进行计算分析,确定两轴在空间的位置,***得出调整量和调整方向。这种方法应用比较***。其主要缺点是对于有轴向窜动的机器,在盘车时端面测量读数会产生误差。它一般用于采用滚动轴承、轴向窜动较小的中小型机器。3、外圆、端面三表法此法是在端面上用两个千分表,两个千分表与轴中心等距离对称设置,以消除轴向窜动对端面测量读数的影响,这种方法的精度很高,适用于需要精确对中的精密机器和高速机器。如:汽轮机、离心式压缩机等。4、单表法此方法只测定轮毂的外圆读数,不需要测定端面读数。此方法对中精度高,不但能用于轮毂直径小且轴端距比较大的机器轴找正,而且又适用于多轴的大型机组(如高速轴、大功率的离心式压缩机组)的轴找正。用这种方法进行轴找正还可以消除轴向窜动对找正精度的影响。5、激光对中法激光对中法,可实现转子轴对中测量,直线度测量,平行度测量,平面度测量,直角和铅锤度测量,同心度测量贵州电子激光对中仪
上一篇: 多功能激光对中仪视频
下一篇: HOJOLO机械故障综合模拟实验台公司