PCD可调精镗刀PCD
一些零件的内部有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件,还有的自锐性比较好,修整间隔的时间长,在使用这个修整工具的时候,必须要按照正确的方法进行,尤其是一些刀具,必须要遵守一定的注意事项。PCD铣刀修整工具使用事项:1、在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面,不能将单点的金刚石修整工具头垂直地对准砂轮中心。2、不能对发热的修整工具进行“淬火”。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。3、不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的比较高点位置,进行修整。4、如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。5、但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。是否拥有一套好的PCD铣刀等刀具修磨标准是衡量一个修磨中心是否专业的标准,修磨标准里,一般规定了不同刀具在切削不同材料时其切削刃的技术参数。PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。PCD可调精镗刀PCD,CBN多晶刀具
CBN立方氮化硼刀片可加工材料一般来说,在车削加工金属材质工件时,所使用刀具材料的硬度要大于工件硬度的4倍以上,这就导致在切削硬度大于HRC45以上金属时成为一个难题,CBN立方氮化硼刀片恰好解决了此类问题。(1)灰铸铁。硬度较低,具有良好的减震性和耐磨性,对刀片耐磨性要求较高,CBN立方氮化硼刀片的耐磨性强,可实现灰铸铁类材质工件的高速车削,提升加工效率。(2)高硬度铸铁。如高铬铸铁、球墨铸铁、冷硬铸铁、高镍铬铸铁等,使用CBN立方氮化硼刀片可直接大余量车削,不会出现剧烈磨损或崩刀现象。(3)淬火硬钢。经过淬火后硬度变高的钢件,一般硬度>HRC50以上,可使用CBN立方氮化硼刀片硬车削,实现以车代磨效果。加工余量小于0.5mm时推荐使用焊接立方氮化硼刀片,加工余量大于2mm时推荐使用整体立方氮化硼刀片。CBN立方氮化硼刀片典型厂家国外以山特维克、肯纳、山高等为**,国内以郑州博特为**。郑州博特于2002年开始专业研发生产CBN立方氮化硼刀片,根据不同加工材质的特性,研发了不同的CBN材质牌号,性能可媲美进口CBN刀片,年产量可达300万片,产品应用覆盖国内硬切削和重切削领域90%以上市场。扬州CBN刀片PCD,CBN多晶刀具销售超硬刀具材料多指金刚石与立方氮化硼,理论上来说硬度接近于金刚石的材料统称为超硬刀具材料。
由于CBN晶体与金刚石晶体都属闪锌矿型,且晶格常数相近,化学键类型相同,因而CBN具有接近金刚石的硬度和抗压强度,又因为其是由N、B原子所组成,因此具有比金刚石更高的热稳定性和化学惰性。PCBN刀具材料主要性能如下:折叠具有很高的硬度和耐磨性CBN单晶的显微硬度为HV8000~9000,是目前已知的第二高硬度的物质,PCBN复合片的硬度一般为HV3000~5000。因此用于加工高硬度材料时具有比硬质合金及陶瓷更高的耐磨性,能减少大型零件加工中的尺寸偏差或尺寸分散性,尤其适用于自动化程度高的设备中,可以减少换刀调刀辅助时间,使其效能得到充分发挥。折叠具有很高的热稳定性和高温硬度CBN的耐热性可达1400~1500℃,在800℃时的硬度为Al2O3/TiC陶瓷的常温硬度,因此,当切削温度较高时,会使被加工材料软化,与刀具间硬度差增大,有利于切削加工进行,而对刀具寿命影响不大。折叠具有较高的化学稳定性CBN具有很高的抗氧化能力,在1000℃时也不产生氧化现象,与铁系材料在1200~1300℃时也不发生化学反应,但在1000℃左右时会与水产生水解作用,造成大量CBN被磨耗,因此用PCBN刀具湿式切削时需注意选择切削液种类。一般情况下,湿切对PCBN刀具寿命无明显提高。
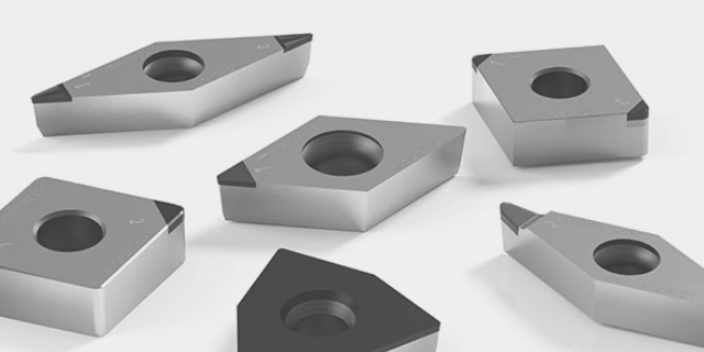
机械加工正朝着高速化、复合化、智能化及环保型方向发展随着现代集成制造系统的问世以及切削速度不断提高,对刀具性能提出更高的要求,开发各种耐磨性优良能长时间进行稳定加工的超硬切削刀具是必然趋势切削刀具逐步向高效加工、硬加工、干式加工、超精密加工和新型难加工材料加工的方向发展PCD刀具与PCBN刀具是实现精密和超精密加工的必备加工刀具。过去,除非是特殊加工不可缺少的,PCD/PCBN刀具几乎不为实际加工所采用。因为PCD/PCBN刀具成本太高。如今,尽管PCD/PCBN刀具仍然有点昂贵,然而其质量与可靠性已提高。从而使PCD/PCBN刀具在汽车、航空航天以及医疗设备等工业领域的许多机械加工中具有较强的竞争性。在刚性较好的机床和刀架上安装PCD/PCBN刀具,生产厂家可充分利用PCD/PCBN所具有的潜能来提高生产率。同时在各种机械加工应用中,PCD/PCBN刀具为生产厂家提供了更大的切削刀具的选择余地。使他们在改善成本提高生产率时有了更有利的机会。PCD/PCBN刀具有三种基本形式:整体式、全断面式和刀尖式。尺寸较大、较厚的新型PCBN整体刀具,具有良好的耐磨耐冲击特性。刀具良好的耐磨性和耐冲击性,是加工含铁素体少于10%的铸铁材料的关键手段。刀具耐磨、耐冲击性的提高。
PCD刀具又叫人造聚晶金刚石,所以可以叫金刚石PCD刀具,一般用于有色金属加工。
由于PCBN具有较高的硬度和耐磨性,在高温下不与铁族金属起反应的化学惰性,因此主要用于高硬度材料及难加工材料的切削加工,如淬硬钢、高合金耐磨铸铁、高温合金、高速钢、表面喷焊材料、烧结金属材料等难加工材料的切削加工。(1)加工淬硬钢,可起到以车代磨的效果,由于切削深度比磨削深度大十几倍以上,因此加工效率高,表面不产生烧伤。如以车代磨加工变速滑动齿轮(20CrMnTi,硬度为HRC58~62)时,切削比原磨削加工效率提高4倍以上。(2)加工高合金(含钨或铬18%)耐磨铸铁,切削速度较硬质合金刀具提高10倍以上,切削效率提高4倍以上。(3)加工高钴铬钼耐蚀耐热合金,PCBN刀具切削速度为160m/min,是硬质合金刀具的8倍。(4)加工热喷涂(喷焊)材料,表面喷焊件无法用磨削加工,而用硬质合金刀具切削效率极低,改用PCBN刀具后可提高加工效率,节省加工费用50%以上。PCBN刀具还可用于有色金属的精密切削及烧结金属的切削加工等等。单晶金刚石刀具是目前超精密加工有色金属的主要切削刀具,可实现镜面加工。泰州PCD组合镗刀PCD,CBN多晶刀具多少钱
聚晶金刚石(PCD)刀具是通过把PCD复合片焊接到硬质合金或者钢的刀体上制成的刀具。PCD可调精镗刀PCD,CBN多晶刀具
选购金刚石刀具需要了解的重点金刚石刀具耐磨性能是非常不错的,一般正常使用都可以保证较长的使用寿命,也可以进行一些精密加工,应用范围也同样比较广。但是要特别注意好选择符合加工要求的刀具,同样也要注意以下几点。涂层区别因为现在一般刀具上都是会有涂层,所以我们还是要关注不同涂层的区别。非金刚石,也就是类金刚石碳涂层是属于一种碳膜,成魔都很高,但是硬度要低于金刚石,厚度也比较薄。而加工石墨时,如果有非金刚石涂层,那么刀具使用寿命要更长一些。而CVD金刚石涂层硬度更高,可以提升其可靠性,加工精度也能够保证一致,所以要特别注意哪种涂层符合我们的要求。加工淬硬钢有一些材料受热之后可能会和金刚石中的碳原子结合,形成碳化物,比如铁。所以加工的时候要考虑到具体的加工材质,尽量还是根据情况选择合适的金刚石刀具,也要注意好刀具磨损的情况,以免磨损太过严重,导致其涂层因为化学磨损提前失效。刀具的使用寿命实际上刀具使用寿命不只是和其品质有关系,还是受到了加工操作、加工材料、使用频率等多方面的影响。而且切削速度、加工工件的几何形状都会有一定的影响,所以在使用金刚石刀具时,也要时刻关注其有效性,是否存在变形等问题。PCD可调精镗刀PCD,CBN多晶刀具
上海每卓实业有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。在每卓实业近多年发展历史,公司旗下现有品牌AKIZ,森泰英格,恒峰,沃尔德等。公司不仅*提供专业的上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。,同时还建立了完善的售后服务体系,为客户提供良好的产品和服务。每卓实业始终以质量为发展,把顾客的满意作为公司发展的动力,致力于为顾客带来***的液压夹具,非标数控刀具,数控刀柄,齿轮刀具。
上一篇: 黄浦区合金插齿刀齿轮刀具销售
下一篇: 虹口区PCD铰刀PCD