崇明区PCD
PCD刀具就是聚晶金刚石刀具,PCBN刀具就是聚晶立方氮化硼刀具,都是人工合成的聚晶产品。CBN主要加工黑色高硬度金属,比如焠硬刚和铸钢(铁),可以耐高温(1000度以上),硬度始终在8000HV,是提高生产效率和加工难加工材料的较好刀具材料。PCD主要是加工有色金属等非黑色金属的,能够刃磨出很锋利的刃口,得到较好的加工表面,一般可以达到。CBN刀具的主要加工对象是铸铁和淬火钢。应用行业也主要在汽车发动机和轴承行业。CBN刀具相比PCD刀具,比较容易加工,而且,随着汽车行业节能的推广,汽车发动机采用铝合金基体的车也越来越多,所以,CBN在汽车发动机铣削方面被PCD刀片侵占了不少。当然,随着CBN刀具成本的下降,在汽车刹车盘领域,CBN车刀片也取代了传统硬质合金车刀片的份额。应该来说,随着CBN材料牌号越来越多,这传统硬材料车削和磨削领域,CBN刀具的份额还会保持上升的趋势。CBN是继人工合成金刚石之后第二种超硬刀具材料,在硬度和热导率方面次于金刚石,且热稳定性非常好。崇明区PCD,CBN多晶刀具销售

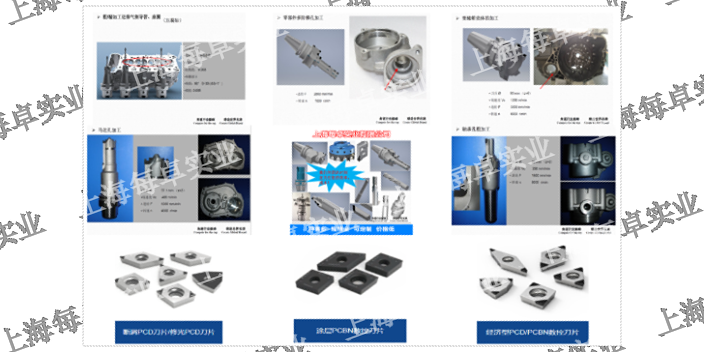
由于PCBN具有较高的硬度和耐磨性,在高温下不与铁族金属起反应的化学惰性,因此主要用于高硬度材料及难加工材料的切削加工,如淬硬钢、高合金耐磨铸铁、高温合金、高速钢、表面喷焊材料、烧结金属材料等难加工材料的切削加工。(1)加工淬硬钢,可起到以车代磨的效果,由于切削深度比磨削深度大十几倍以上,因此加工效率高,表面不产生烧伤。如以车代磨加工变速滑动齿轮(20CrMnTi,硬度为HRC58~62)时,切削比原磨削加工效率提高4倍以上。(2)加工高合金(含钨或铬18%)耐磨铸铁,切削速度较硬质合金刀具提高10倍以上,切削效率提高4倍以上。(3)加工高钴铬钼耐蚀耐热合金,PCBN刀具切削速度为160m/min,是硬质合金刀具的8倍。(4)加工热喷涂(喷焊)材料,表面喷焊件无法用磨削加工,而用硬质合金刀具切削效率极低,改用PCBN刀具后可提高加工效率,节省加工费用50%以上。PCBN刀具还可用于有色金属的精密切削及烧结金属的切削加工等等。普陀区CBN断屑型修光型数控刀片PCD,CBN多晶刀具细粒度(1-10 微米)PCD 复合片耐磨性能较差,但制作的刀具可实现相对低的工件表面粗糙度。

金刚石工具主要用于铝、铜、镁及其合金、硬质合金和高耐磨纤维增塑材料、金属基复合材料、木材等非金属材料的车削加工。切削速度、进给速度和深度加工条件取决于工件材料和硬度。主要用于有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)的切削加工,主要用于人造聚晶金刚石复合板(PDC)的性能和应用接近PCD刀具。由于金刚石颗粒要求有一些残留的粘结金属和石墨,其中粘结金属以聚结或叶脉分布会降低工具的耐磨性和寿命。除此之外,还有溶剂金属残留,溶剂金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具的耐热温度,因此刀具的切削性能不稳定。由于金刚石与低熔点金属及其合金之间具有较高的界面能,因此制备金刚石厚膜刀具的工艺复杂。普通低熔点焊料合金很难浸润金刚石。可焊性极差,难以制成复杂的几何形状刀具,因此无法在高速铣削中使用TDF焊接刀具。由于金刚石涂层工艺除了具有优良的力学性能外,还可以用于高速加工,如铝钛合金航空材料和石墨电极等。金刚石涂层工艺可以制备任何复杂形状的铣刀。
PCD刀具主要材料是金刚石粉末,佐以一定的股捏硅铁等金属以及结合剂,在高温高压状态下生产出来的。硬度的话是普通硬质合金刀具的100多倍。可以达到>8000HV。热传导系数也要高出6,7倍。PCD刀具主要应用于以下两方面:1.难加工有色金属材料的加工:用普通刀具加工难加工有色金属材料时,往往产生刀具易磨损、加工效率低等缺陷,而PCD刀具则可表现出良好的加工性能。如用PCD刀具可有效加工新型发动机活塞材料——过共晶硅铝合金(对该材料加工机理的研究已取得突破)。2.难加工非金属材料的加工:PCD刀具非常适合对石材、硬质碳、碳纤维增强塑料(CFRP)、人造板材等难加工非金属材料的加工。超硬金刚石刀具在加工超硬材料时,其寿命甚至可较之硬质合金刀具提升至数百倍。
CBN刀具材料之所以被认为是目前为止有发展前景的刀具材料,是因为和其他普通的刀具材料相比,CBN刀具材料有着很多优点,主要体现在以下几个方面:较高的耐磨性和硬度。CBN微粉的维氏硬度为75以上,莫氏硬度为,次于金刚石。PCBN(CBN烧结体)复合片的硬度可以达到3600HV左右,是Si3N4陶瓷刀片的3倍,是硬质合金刀片K10的5倍。在生产大中型零件时,使用CBN刀具加工能有效的减小尺寸偏差、降低尺寸分散性,减少换刀的时间并充分发挥机械设备的能效。PCBN复合刀片的硬度和耐磨性受CBN含量多少的影响。随着CBN含量的增加,PCBN的硬度会随之升高。但PCBN的耐磨性和CBN含量之间并不是简单的单调关系,对于不同的加工条件有着不同的更佳数值,当加工模具钢时,CBN含量为60%左右,刀具为耐磨,而当加工Cr06合金工具钢时,CBN的含量越高,其耐磨性越好。CBN材料具有很好的热稳定性。CBN的耐热性可达到1400~1500℃,是目前世界上耐热的超硬刀具材料。CBN的烧结体PCBN在800℃时的硬度比陶瓷和硬质合金等刀具材料的常温硬度还要高。很好的化学稳定性。CBN材料的化学惰性很大,在1100℃以下都不会和过渡金属发生化学反应,因而在磨削和切削铁质材料工件时不会出现粘屑的现象。超硬刀具材料多指金刚石与立方氮化硼,理论上来说硬度接近于金刚石的材料统称为超硬刀具材料。徐汇区CBN断屑型修光型数控刀片PCD,CBN多晶刀具多少钱
CBRB/CBC1两种断屑槽型,适用于淬火刚加工切深由0.1-1mm范围内,均可实现优异的断屑性能。崇明区PCD,CBN多晶刀具销售
单晶PCD刀具在机械加工领域具有重要地位,广泛应用于诸如反射镜、导弹和火箭的导航陀螺、计算机硬盘基片、加速器电子枪等超精密镜面零件的加工。单晶金刚石还可用于制造眼科、脑外科手术刀、超薄生物切片刀等医用刀具。此外,单晶PCD刀具在民用产品加工中的应用也日趋,从手表零件、铝活塞、首饰等的加工到制笔、高光标牌及有色金属镜面装饰零件的加工,其应用已进入机械加工的多种领域。金刚石的优良特性可以满足精密及超精密切削对刀具材料的大多数要求,是理想的精密切削刀具材料。金刚石无内部晶界的均匀晶体结构使刀具刃口在理论上可以达到原子级的平直度与锋利度,切削时切薄能力强、精度高、切削力小;其高硬度及良好的抗磨损性、抗腐蚀性和化学稳定性可保证刀具具有超长寿命,从而能进行长时间的持续切削,并可减小因刀具磨损对零件精度的影响;其高导热系数可降低切削温度和零件的热变形。崇明区PCD,CBN多晶刀具销售
上海每卓实业有限公司坐落于肖湾路511号2幢3层,是集设计、开发、生产、销售、售后服务于一体,五金、工具的贸易型企业。公司在行业内发展多年,持续为用户提供整套液压夹具,非标数控刀具,数控刀柄,齿轮刀具的解决方案。公司主要经营液压夹具,非标数控刀具,数控刀柄,齿轮刀具等,我们始终坚持以可靠的产品质量,良好的服务理念,优惠的服务价格诚信和让利于客户,坚持用自己的服务去打动客户。AKIZ,森泰英格,恒峰,沃尔德致力于开拓国内市场,与五金、工具行业内企业建立长期稳定的伙伴关系,公司以产品质量及良好的售后服务,获得客户及业内的一致好评。上海每卓实业有限公司通过多年的深耕细作,企业已通过五金、工具质量体系认证,确保公司各类产品以高技术、高性能、高精密度服务于广大客户。欢迎各界朋友莅临参观、 指导和业务洽谈。
上一篇: 盐城PCD阶梯铰刀PCD
下一篇: 山东刀片式弧齿刀齿轮刀具品牌排行榜