黑龙江耐高温低倍腐蚀怎么使用
全自动低倍组织酸蚀过程中在试样现场通过火焰切割机对试样进行切割,将切割后的试样送到实验室,试样以铣床加工为主。试样切割具体作业为:横向试样在现场切割两次得到毛坯样,少量的纵向试样需要切割3次。加工时间:火焰切割需要时间5-10分钟,带锯切割时间10-60分钟。取样部位根据:GB226_91《钢的低倍组织及缺陷酸蚀检验法》、攀钢内部标准以及用户合同特殊规定,部位:大多数试样为横向试样(端截面),部分为纵向试样(沿纵轴截取,长度一般是端面周长或者是直径的)。试样传输系统为MLF-LIFT智能行车,用于试样在设备间的搬运,由轻型标准行车进行数控改装而成的双梁式智能行车,载重500KG,比较大速度2M/S,Z轴升降方式采用刚性导向柱形式,做到在移动过程中避免工件的晃动,升降过程全程由激光测距仪自动定位精度2mm,升降速度。在升降柱底端装备电磁吸盘和自动定位缓冲装置,行车X、Y轴向的移动:全部采用变频电机或伺服电机驱动加上激光测距仪定位由控制系统SMENSPLCS7300(PR0FIBUS双电缆通讯)进行X、Y轴的准确定位,确保试样工件能自动传送到预定位置。由于全自动方圆坯连铸低倍检验系统主要承担中高碳钢、合金钢。
低倍加热腐蚀装置样品流线怎么看?黑龙江耐高温低倍腐蚀怎么使用
低倍组织热酸蚀装置倍酸碱检验洗槽,包括外壳其特征在于所述外壳中部对称设有多组凹槽,且在外壳中除去多组凹槽的其它部位内填充有保温材料;其中,所述凹槽的底部均设有保温支架,所述保温支架上均装设有加热管在每组凹槽中,所述加热管由凹槽的端部引入保温支架,并在保温支架内环行一圈后再从凹槽的同一端部引出。2.根据权利要求1所述的低倍酸碱检验洗槽,其特征在于所述的凹槽的右侧端部处均设有液位检测电极,同时凹槽的左侧端部处均设有热电偶;此外,凹槽的底部均连有排送管道。3.根据权利要求1所述的低倍酸碱检验洗槽,其特征在于所述保温支架顶部放置有底板,且在底板上设有多个孔洞。4.根据权利要求1所述的低倍酸碱检验洗槽,其特征在于所述的加热管均为铁氟龙电加热管。5.根据权利要求1所述的低倍酸碱检验洗槽,其特征在于所述的外壳(I)中部设有四组凹槽,所述凹槽均为矩形槽;其中,将四组矩形槽依次设定为酸洗槽、碱洗槽、炸洗槽和水槽。 福建金相低倍腐蚀厂家直销低倍组织热酸装置腐蚀温度多久?
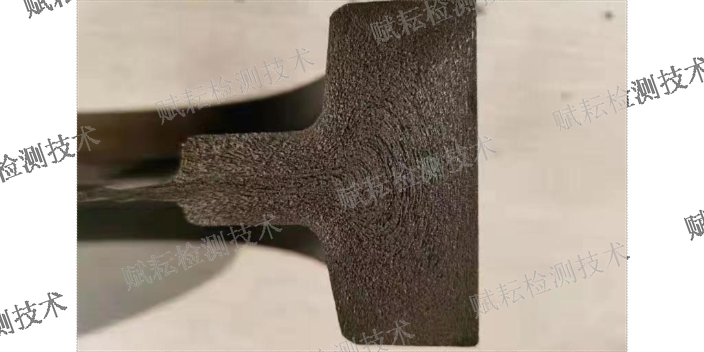
白点的产生,氢+应力,没人提过异议。产生了白点,氢或应力孰为主因,异议就大了!能改锻或降级,损失小一些,双方好谈一些,如果只能报废回炉,损失就大了。解剖、取样、做低倍、断口、高倍等试验,出分析报告。我认为:一般来说,锻件的高低倍组织、晶粒均正常时,氢为主因;锻件铸态组织未得到效改善、晶粒粗大、有严重的魏氏组织时,应力为主因。在标准图谱或书籍上的白点,不管是低倍或断口,都是很典型的。在工作中,我很少碰到类似的白点,特别是断口。在白点严重时,超探(指超声波探伤)可以对白点定性,所谓“此起彼伏”的波形。双方的探伤人员如不能达成共识,缺陷的认定仍得由金相分析来决定。由探伤定位,在缺陷严重处取样,一般是先做横向低倍,如发现了内裂,再做纵向断口。但如果内裂数量少,分布杂乱,做断口时往往敲不到,要反复做,工作量很大,碰到这种情况,可用做纵向低倍来认定是否白点。当纵向低倍上的裂纹能同时满足两个条件:a.方向与加工流线相同;b.长度与横向低倍相近。就可认定是白点裂纹,反之就不是。下面一个例子,就是用纵向低倍的方法否定了白点。35CrMo锻件,车内孔时发现裂纹。裂纹方向与加工流线不一致(因此,可以否定白点的怀疑)。
连铸坯低倍样的快速制备方法,所述方法包括以下步骤;1)取5cn!厚的小方坯试样,断面为90X90mm-200X200mm,两端均为火焰切割面;2)调整铣床主轴及进给转速;将小方坯试样放置于立式铣床上,将主轴转速调至375r/min,进给转速调至190r/min,反复加工两次,以保证试样表面的粗糙度几温度要求;3)用铣床将试样加工至粗糙度及表面温度满足要求,将试验表面加工至表面粗糙度不大于μm,且保证试样的表面温度大于250°C;4)人工快速将试样热送至酸洗槽;5)将试样放入酸洗槽;6)用冷酸均匀洒在试样表面进行酸蚀,用烧杯取10ml浓度30%的工业盐酸,均匀的洒在试样的加工面进行腐蚀.以利用试样本身的温度将试样表面的酸液加热至80°C以上,从而较为清楚的显示试样的晶体组织分布及低倍缺陷的形貌,7)约2-3min后用热水冲洗,然后用风机快速吹干,即可清楚的显示各种缺陷及组织分布情况;8)按照YB/T4002-2013即连铸钢方坯低倍组织缺陷评级图对试样进行组织测量、缺陷评级。该技术方案充分利用加工过程的试验表面温度,无需进行酸加热,减少处理的时间,简化操作工艺,降低酸的损耗同时防止低倍质量如裂纹、缩孔、疏松等缺陷未能充分显示。 低倍加热腐蚀装置槽子材质PP!

目前,大多钢厂采用热酸浸蚀法进行钢的低倍组织检测,这种方法工序繁琐、操作成本高,而且需要将整个试样放入高浓度的盐酸中。因此极易发生危险。采用热酸浸蚀典型方法是将1:1的盐酸溶液加热到70--8(TC。然后将整个试样放入酸槽中,浸蚀大约20—60分钟。整个试样外表面浸蚀掉—。由于要将整个试样投入热盐酸中,这种方法极易造成盐酸外溅,同时热酸浸蚀法中散发出的大量“酸烟”也对设备及人体健康有害。为克服热酸浸蚀法的上述缺点,本发明采用较为先进的全自动的电解腐蚀机,其工艺过程为:全自动电解腐蚀机使用冷稀盐酸并通过电腐蚀法对钢样的检测面进行浸蚀,在操作时只需将钢样浸蚀面向下放置在一个自动移动的台架上.就可依次完成对钢样的酸蚀、清洗和干燥工作。 低倍加热腐蚀装置使用工业盐酸50%浓度!江西钢材料缺陷低倍腐蚀什么价格
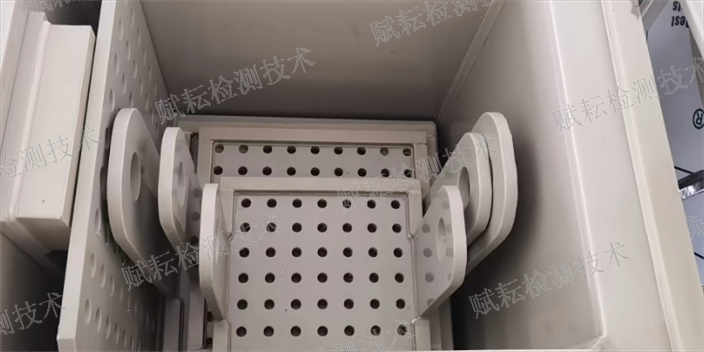
低倍加热腐蚀装置含三层样品台!黑龙江耐高温低倍腐蚀怎么使用
做五金工具,除了产品质量要过硬,还要产品齐全多样化,不能只经营一种工具,要多样化经营:专业从事研发和生产材料显微组织金相、硬度、试验机,光谱、环境等成套分析技术领域试样制备过程中所需的耗材及设备的厂商,具有雄厚的科研技术力量和全套生产检测设备。用于钢铁、汽车零部件、航天、微电子、铁路、电力等工业制造,理化检测研究所及各材料专业高校。 我们还结合进口等进口产品,与我们合作,对于高要求的制样条件下给出适合方案,解决高成本与低效率问题。。还要注意提升一些软实力,让客户记住你!历经30多年发展,我国已成为全球工具产品的生产和销售大国,行业销售额超1000亿元,出口超140亿美元。五金、工具产业经历高速发展期后,未来将进一步朝向品牌化、品质化、创新化发展,并向服务型制造转型升级。我国五金产业既要发挥作为传统产业的根基优势,又要不断推动专业从事研发和生产材料显微组织金相、硬度、试验机,光谱、环境等成套分析技术领域试样制备过程中所需的耗材及设备的厂商,具有雄厚的科研技术力量和全套生产检测设备。用于钢铁、汽车零部件、航天、微电子、铁路、电力等工业制造,理化检测研究所及各材料专业高校。 我们还结合进口等进口产品,与我们合作,对于高要求的制样条件下给出适合方案,解决高成本与低效率问题。产业结构升级,提高高质量产品市场竞争力,早日实现由劳动力密集型向技术密集型产业的转型,缩短与国际五金行业水平的差距。当下,无论是国内五金工具市场,还是国外五金工具市场的发展都已趋于稳定,行业的发展速度正在变缓。为了保持一定的发展活力,五金、工具行业必须得寻找新的发展增长点。而在互联网高度发达的现在,五金工具未来的发展必定是以互联网为重点,向高质量化、智能化、精密化、系统集成化等4个方向进行行业升级。黑龙江耐高温低倍腐蚀怎么使用
赋耘检测技术(上海)有限公司位于海湾旅游区奉炮公路141弄49号1幢635。公司业务分为金相设备耗材检测技术,抛光液抛光膏抛光剂抛光粉,砂纸切割片碳化硅氧化铝,热镶嵌料冷镶嵌料镶嵌机等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在五金、工具深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造五金、工具良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。
上一篇: 天津全自动维氏硬度计OEM厂家
下一篇: 福建全自动维氏硬度计怎么选择