河南PCD锪刀PCD
CBN刀具一种有立方氮化硼的超硬材料进行人工合成的刀具。立方氮化硼CBN(CubicBoronNitride)20世纪50年代首先由美国通用电气(GE)公司利用人工方法在高温高压条件下合成的,其硬度*次于金刚石而远远高于其它材料,因此它与金刚石统称为超硬材料。立方氮化硼多晶烧结体的主要制法,用立方氮化硼微粉和少量结合剂(如钴、铝、钛和氮化钛等),在压力4000~8000兆帕、温度为1300~1900℃下烧结而成;以立方氮化硼微粉和结合剂为一层,以硬质合金(片或粉)为一层,在上述压力、温度下把两者烧结在一起,制得带硬质合金衬底的多晶烧结体,这种烧结体具有高的强度;同时保持立方氮化硼的原有理化性能,可制成直径达16毫米的圆片,切割加工成适当形状后,作为车刀和镗刀的刀头,适于切削淬火钢、铸铁和镍合金等。金刚石涂层工艺可以制作任何复杂形状的铣刀。河南PCD锪刀PCD,CBN多晶刀具销售
CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。北京PCD镗刀PCD,CBN多晶刀具批发商PCBN 车削用刀片 淬火刚 铸铁 粉末冶金加工。

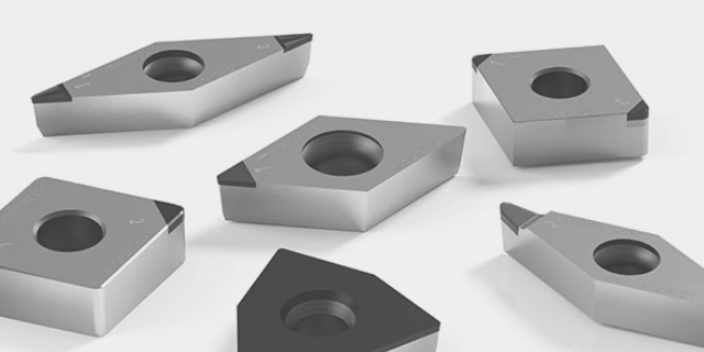
每卓实业供应常规机械夹紧刀片和特制机械夹紧刀片。选用世界上^的生产线和先进的生产工艺,我们可以为客户提供用于车削、铣削、镗孔、切槽、螺纹的成型刀片或半加工刀片。PCD可转位刀片类型:位字母为形状代号,用于表示刀片的形状,包括正方形、正三角形、菱形等。第二位字母为后角代号,表示刀片的后角,第三位字母为等级代号,表示刀片的制造精度等级,A~U不同,A级精度^高,第四位字母为沟、孔代号,表示刀片的表面形状,指断屑槽和安装孔,数字前两位为切削刃长度及内切圆代号,表示切削刃长度和内切圆直径,中间两位为厚度代号,指的是刀片的厚度,后两位表示刀尖圆弧半径代号,一般指数值,在数字代号后的位字母表示主切削刃形状刀具,由断屑槽区分,^的的两位字母为补充代号,主要指适用的材料及使用工艺特性。PCD可转位刀片的优点可转位刀具与釺焊式和其他机械夹固式的刀具相比有如下优点:①避免了硬质合金釺焊时容易产生裂纹的缺点;②可转位刀片适合用气相沉积法在硬质合金刀片表面沉积薄层更硬的材料(碳化钛、氮化钛和氧化铝),以提高切削性能;③换刀时间较短;④由于可转位刀片是标准化和集中生产的,刀片几何参数易于一致,切屑控制稳定。
CBN刀具是指立方氮化硼为材料制作成的金属切削刀具。CubicBoronNitride立方氮化硼,缩写为:CBN或cBN。目前,在自然界还没有找到这种物质的存在,是人工合成的一种超硬材料。立方氮化硼(CBN)是硬度*次于金刚石的超硬材料。它不但具有金刚石的许多优良特性,而且有更高的热稳定性和对铁族金属及其合金的化学惰性。它作为工程材料,已经广泛应用于黑色金属及其合金材料加工工业。同时,它又以其优异的热学、电学、光学和声学等性能,在一系列高科技领域得到应用,成为一种具有发展前景的功能材料。立方氮化硼立方氮化硼微粉,用在精密磨削、研磨、抛光和超精加工,以达到高精度的加工表面。适用于树脂、金属、陶瓷等结合剂体系,亦可用于生产聚晶复合片烧结体,还可用做松散磨粒、研磨膏。黑色立方氮化硼CBN由于具有优异的化学物理性能,如具有*次于金刚石的高硬度、高热稳定性和化学惰性,作为超硬磨料在不同行业的加工领域获得***的应用,现在更是成为汽车、航天航空、机械电子、微电子等工业不可或缺的重要材料,因而也得到各工业发达国家的极大重视。在使用金刚石刀具时,也要时刻关注其有效性,是否存在变形等问题。

PCBN刀具**适合于铸铁、淬硬钢等材料的高速切削加工。由PCBN刀具切削铸铁及淬硬钢时刀具后刀面磨损与切削距离的关系可以看出:当切削速度超过一定限度后,切削速度越高,PCBN刀具后刀面磨损速度反而越小,即高速切削下刀具的寿命反而高,这一特点尤其适合现代高速切削加工。硬态切削加工技术的比较好刀具材料对淬硬件(硬度HRC55以上)的精加工,通常采用磨削加工方法来完成,然而随着刀具材料发展及车床(尤其是数控车床)加工精度的提高,以硬态切削代替磨削来完成零件的**终加工已成为一个新的精加工途径,这种以车代磨的工艺方法有以下优点:(1)可提高加工柔性,突破了砂轮磨削的限制,通过改变切削刃及走刀方式可以加工出几何形状各异的工件;(2)切削加工中的环保问题日益严峻,磨削加工产生的废液和废弃物越来越难以处理和***,而且对人体有害,而硬态切削无须加冷却液,意义重大;(3)切削效率高,加工时间短,设备投资费用小,可降低加工成本;(4)切除相同体积所消耗的能量*为磨削的20%,因此产生的切削热较少,加工表面不易引起烧伤和微小裂纹,易于保持工件表面性能的完整性;(5)同样金属去除率情况下,硬态切削较磨削节省能源。 PCBN刀具可分为整体PCBN刀片和PCBN复合刀片。江西PCD镗刀PCD,CBN多晶刀具
PCD/PCBN 槽加工工具 断面槽 外圆槽 螺纹加工。河南PCD锪刀PCD,CBN多晶刀具销售
电学性质纯净的不含杂质的金刚石是绝缘体,室温下电阻率在1016Ω?cm以上。只有掺人了其他元素后,才显出半导体特性。同Si、Ce、As等半导体材料相比,金刚石具有非常宽的禁带,小的介电常数,高的载电子迁移率,大的电击穿强度,说明金刚石是一种性能优良的宽禁带高温(>500℃)半导体材料。天然金刚石无磁性;人造金刚石中若含有Ni、Co、Fe等触媒杂质,则具有磁性,杂质越多,磁性越强。光学性质金刚石具有很高的折射率和强的散光性,还具有优良的透光性能,能透过很宽的波段。某些金刚石在紫外区、可见区直至远红外区的大部波段(μm)都是透明的。以上超硬材料所具备的优异或特异的性能和性质,决定了它们有着广阔用途。与天然金刚石(ND)相比,人造聚晶金刚石(PCD)的硬度、杨氏模量和热导率稍低,断裂韧性、热膨胀率稍高。人造CVD金刚石的各种性能则介于ND与PCD之间,更接近于天然金刚石。例如,天然金刚石的硬度达10000HV,PCD约为8000HV,CVD金刚石可达9000HV。河南PCD锪刀PCD,CBN多晶刀具销售
上海每卓实业有限公司成立于2015-08-12年,在此之前我们已在液压夹具,非标数控刀具,数控刀柄,齿轮刀具行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司现在主要提供液压夹具,非标数控刀具,数控刀柄,齿轮刀具等业务,从业人员均有液压夹具,非标数控刀具,数控刀柄,齿轮刀具行内多年经验。公司员工技术娴熟、责任心强。公司秉承客户是上帝的原则,急客户所急,想客户所想,热情服务。公司秉承以人为本,科技创新,市场先导,和谐共赢的理念,建立一支由液压夹具,非标数控刀具,数控刀柄,齿轮刀具**组成的顾问团队,由经验丰富的技术人员组成的研发和应用团队。在市场竞争日趋激烈的现在,我们承诺保证液压夹具,非标数控刀具,数控刀柄,齿轮刀具质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。
上一篇: 辽宁PCD车刀片PCD
下一篇: 齿轮铣刀齿轮刀具