四川锥孔钻非标刀具供应商
液压刀柄高精度,端面跳动精度小。在整个的夹持范围内,涨套可以安稳的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;适合高速加工,CNC加工中心、铣床**。液压刀柄的特征:1、端面跳动范围小,精度高;在整个的夹持范围内,涨套可以安稳的保持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩。2、在整个的夹持范围内,涨套可以稳定的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;3、选用液压原理耐磨强度功用更高,具有很好的工况习气性,操作简便活络,加工功率高。不需贵重凌乱的周边设备,降低了设备本钱的费用。液压刀柄由于特别的夹持方式系统,使之可以360度的均匀夹紧刀具,得以完结高精度,高刚性的超卓功用,可以供应更大的夹持扭矩,行进加工功率。加工活络干与小加工干与小,能很好的习气加工环境,行进加工功率,更多的改变活络性。装卸便捷拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制胀大套,胀大壁再将刀具夹紧。操作非常简练。非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。四川锥孔钻非标刀具供应商
在机械加工生产进程中经常会遇到一些难以用规范刀具进行加工的状况,所以非标刀具定做对机械切削加工十分重要。由于规范刀具的制作,针对的是一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等非常容易粘刀,也有一些工件的外表几何形状十分复杂,或被加工外表有较高的粗糙度要求等状况时,规范刀具就无法满足加工的需要。这时就需要对刀具的原料、刀口的几何形状,几何视点等,进行针对性的规划定制常州微调精镗刀非标刀具定制汽车零部件非标刀具制动钳钻锪刀。提高加工效率。

为了延长模具的寿命,切削材料的硬度也有上升的趋势,因此在高硬度材料的高速加工中对刀具寿命和加工效率提出了更高的要求。通常,我们可以从三点来选择高效强力立铣刀。1、根据工件的类型和硬度选择高效强力立铣刀涂层的类型。某公司的MIRACLE40涂层可用于加工硬度低于HRC40的碳钢等工件。加工合金钢、工具钢等硬度为HRC50的工件时,可作为涂层使用。加工高硬度工件时,可选择刀具形状、硬质合金材料和涂层作为高硬度加工涂层。2、根据工件的形状选择立铣刀颈的形状。高效强力立铣刀的颈型可分为标准型、长颈型和锥颈型,可根据工件的加工深度和形状进行选择。长颈型和锥颈型均可切深,两者选择时应考虑干涉角。同时,与长颈型相比,锥颈立铣刀具有更高的刚性,可以改善切削条件,获得更好的加工精度。高效强力立铣刀是数控机床上加工复杂曲面的一种较为合理的新型结构刀具,也是加工复杂三维曲面的重要工具之一。其独特的刀片形状使球头立铣刀具有高加工精度、刀具寿命和轴向进给,满足复杂空间曲面自动加工的需要。广泛应用于模具制造、汽车制造、航空航天、电子通讯产品制造等行业。数据显示,在模具加工中,球头立铣刀的加工量占总加工量的70-80%。
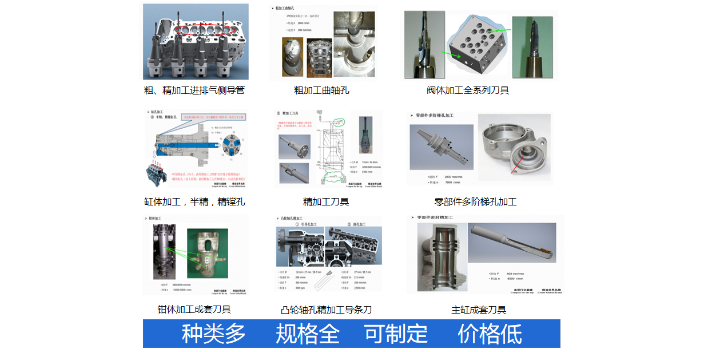
全系列非标刀具定制服务、切削方案、上门服务、刀具设计等...让您满意为止 现在的模具加工行业跟着开展,对加工工件材料的要求也越来越高,而且加工工件形状也越来越奇怪难以加工到位,导致一个工件要屡次下机调整方位后再次上机对该部位进行加工,而这样下机后工件从头对刀所产生的差错也会随之增大,导致后期安装工作难度增加产品交期随之增加,那么非标刀成型刀就能处理这个问题。 而针对这种异形状的加工问题;如:非标成型铣刀、非标成型钻头、单刃高光倒角刀、T型刀、微小径刀等。能够让您的工件尽可能的不下机就能完成加工,而且一把刀就能代替几把刀的加工工序,为您节省了加工时间,缩短加工交期,让您生产更具功率。非标台阶钻,一个或者几个台阶一次性完成钻头,扩宽,倒角等。

内冷钻是一种孔加工工具,特点是从柄部到切削刃有2个按麻花钻导程旋转的螺旋孔,在切削加工中通过压缩空气、油或切削液穿过,起到冷却刀具的作用,能冲走切屑,降低刀具的切削温度,增加刀具的使用寿命。另外,加上合金内冷钻头表面TIALN涂层,增加合金的耐用度和加工尺寸的稳定,因此该合金比普通硬质合金钻头更具有优良的切削加工性能,适合用于深孔加工以及难加工材料。内冷钻的用途及特点:1.内冷钻能适合较复杂材质的钻孔,通常选择较高的切削速度。2.精选合金钻的高性能合金刀片,可减少崩刀,保持良好的耐磨性。3.内冷钻具有多层几何切削端刃,提高排泄性能,且保持较小的切削阻力。4.内冷钻除常用的直角柄外,它有多种柄型,适合多种钻机,钻床配用。对于内冷钻介绍到这里,要想了解更多的,记得关注我们的官网。汽车零部件非标刀具转向节主孔加工组合刀具。四川双面铣刀非标刀具定制
汽车零部件非标刀具发动机缸盖导条式镗铰刀。四川锥孔钻非标刀具供应商
铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确四川锥孔钻非标刀具供应商
上一篇: 四川行星齿轮滚刀齿轮刀具
下一篇: 浙江锥柄直齿插齿刀齿轮刀具厂家