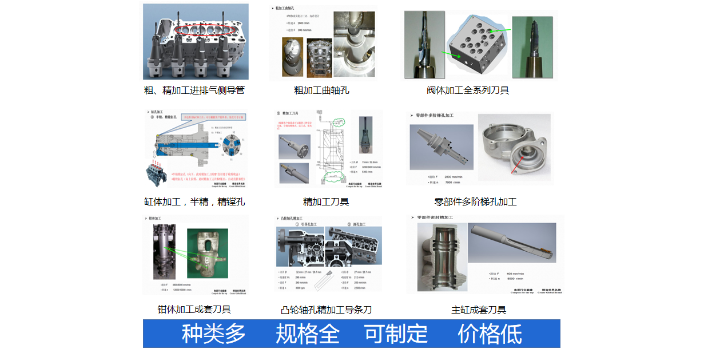
汽车零部件非标刀具设计
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。汽车零部件非标刀具设计

非标刀具更能反映刀具供应商的水平,实力比较强的供应商一般总是能够提供比较强的非标产品服务,因为非标刀具的提供需要一个很强的服务链,从**初的销售工程师,到技术支持,再到项目小组,行业**,一直到生产部门和售后服务,这是一个非常完整的服务链,如果没有一个强大的技术支持,非标产品的提供是比较难的。随着现在工业的发展,供应商怎么为客户提供有针对性的服务,显的越发的重要。客户要生产新产品,相应的就会需要有新的刀具去适应它,这些新的产品不一定是在标准系列里,产品在发展,刀具也在发展;另一方面,现在刀具供应商提倡为客户提供“量体裁衣”式的服务,要为客户的产品加工提供比较好的解决方案,这就必然会有度身定制的非标刀具产品,这就需要刀具供应商在非标方面提供很好的技术服务。南通发动机缸体刀具非标刀具供应商非标刀具非标组合镗刀,一次可完成多个孔的粗精加工,以及倒角等。

加工领域为深孔加工和由复合材料制成的零件的加工是被认为主要使用非标刀具的地方,这类复合材料主要为碳纤维增强塑料(CFRP),以及通过金属的堆叠对复合材料进行支撑的材料。深孔加工广泛应用于各种不同的行业,主要是能源业和航空工业。一些深孔零件通常看起来很难加工或者说很难开始进行加工,但是使用定制的非标刀具就可以通过一种高效且安全的方法轻松解决这一难题。上海每卓实业有限公司从事刀具销售,技术服务管理已经近多年 ,有着非常丰富的经验,目前有专业的团队、专业的技术、专业的售后服务,深受往来客户的好评,是一家集设计、开发、销售一体的企业。
普通砂轮杆是磨床上**常用的一种砂轮杆。它由杆体和连接件组成,杆体通常采用质量钢材制造,连接件采用紧固螺栓或套筒等形式。普通砂轮杆具有结构简单、制造成本低、易于安装和调整等特点,广泛应用于各类磨床上。伸缩式砂轮杆是一种可以伸缩调节长度的砂轮杆,它可以根据不同工件的尺寸需求,灵活调整砂轮杆的长度和间距,以适应各种磨削加工的需要。伸缩式砂轮杆通常采用带螺旋机构的伸缩装置,通过旋转螺旋机构来调节砂轮杆的长度。**砂轮杆主要针对某些特殊磨削加工工艺而设计,其结构和材料与普通砂轮杆有所不同,以满足特殊工艺的要求。比如,对于高速磨削加工,**砂轮杆通常采用**度和高刚性的材料制造,以确保砂轮杆在高速旋转时的稳定性和可靠性。非标刀具是根据零件的加工特性,特别设计制造的刀具,能提高生产效率,综合降低成本。
机械加工过程中经常会遇到一些难以用规范刀具进行加工的状况,因此,非标刀具的制造对机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中的制造稍作介绍。因为规范刀具的制造针对的是面广量大的普通金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的外表几许形状十分复杂,或被加工外表有较高的粗糙度要求等状况时,规范刀具就无法满足加工的需求。所以在加工过程中,需对刀具的材质、刀口的几许形状,几许角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和外表粗糙度问题。如果是尺度问题,能够挑选一把尺度与所需的尺度相近的规范刀具,经过改磨就能够处理,但也需注意两点:1)尺度相差不能太大,一般不要超越2mm,因为尺度相差太大的话,会引起刀具的槽形发生变化,直接影响容屑空间和几许角度。2)如果是带有刃孔的立铣刀的话能够在普通机床上改磨,本钱较低,如果是不带刃孔的键槽铣刀就不能在普通机床上进行,需求在专门的五轴联动机床上改磨,其本钱也就会较高。非标刀具的材料也是选择的重要因素之一。上海双面铣刀非标刀具厂家
加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此非标刀具的制作对机械切削加工十分重要。汽车零部件非标刀具设计
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。汽车零部件非标刀具设计
上一篇: 南京风电齿轮滚刀齿轮刀具
下一篇: 吉林插齿机夹具液压夹具