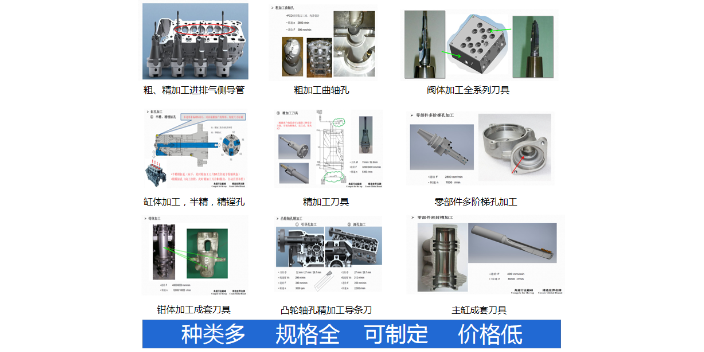
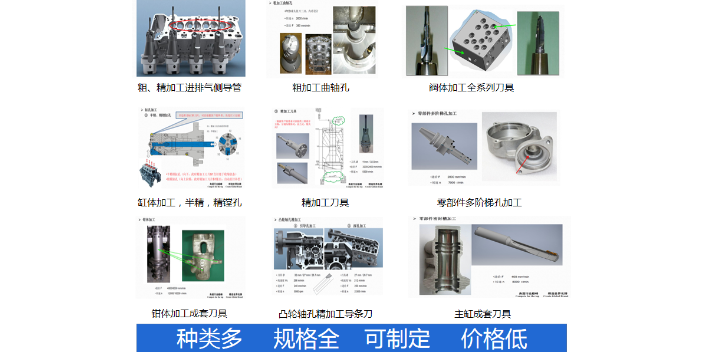
连云港汽车零部件刀具非标刀具定制
非标刀具订制工件的结构有整体式、焊接式和机械夹持式三种。整体结构是在刀体上制作切削刃;焊接结构是将刀片钎焊在钢刀体上。机械夹持结构有两种,一种是将刀片夹持在刀体上,另一种是将钻头夹持在刀体上。硬质合金非标刀具一般采用焊接结构或机械夹紧结构;非标瓷具采用机械夹紧结构。各种非标刀具定制的结构由夹紧部分和工作部分组成。整个结构的非标刀具的夹紧部分和工作部分都制作在刀体上;刀片结构的非标刀具的工作部分(齿或刀片)安装在刀体上。非标刀具订制的工作部分是产生和处理切屑的部分,包括切削刃、切屑或滚切切屑的结构、排屑或储存切屑的空间、切削液的通道。一些非标准刀具的工作部分是切削部分,如车刀、刨刀、镗刀和铣刀。一些非标工具的工作零件包括切削零件和校准零件,如钻头、铰刀、铰刀等。内表面拉刀和丝锥等切削部分的作用是***切削刃上的切屑,校准部分的作用是抛光加工表面和引导非标准刀具。为非标刀具订制的夹紧件有两种:带孔和带柄。内孔机床的主轴或主轴上带有孔,通过轴向键或面键传递扭矩的非标刀具,如圆柱铣刀、套筒面铣刀等。刀柄标准刀具通常包括矩形柄、圆柱柄和锥形柄。车刀、刨刀等通常为矩形柄;锥柄承受轴向推力。在选择非标刀具时,需要选择精度高、稳定性好的产品。连云港汽车零部件刀具非标刀具定制
成型刀具又称成形车刀,是加工回转体成形表面的**工具,刀具的切削刃按工件表面轮廓形状制造,加工时,刀具相对工件作简单的直线进给运动。成型刀具和普通刀具区别在于:1、操作难易程度不同,用成形车刀加工,只要一次切削行程就能切出成形表面,操作简单,生产效率高,成形表面的精度与工人操作水平无关,主要取决于刀具切削刃的制造精度。普通刀具在切削加工中可能需要多次进给,且对工作操作水平有更高要求。2、制造成本不同,成形车刀的可重磨次数多,使用寿命长,但是成形车刀的刀刃形状、刀具的设计和制造较复杂,故成本比普通车刀要高。3、适用性不同,成型刀是非标**刀具,只能加工一种形状,不能通用。故通常用在小型零件的大批量生产中。而普通车刀可以应用于各类形状的加工方面,应用范围更广。汽车零部件刀具非标刀具供应商加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此非标刀具的制作对机械切削加工十分重要。
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损
一般来说,金刚石刀具不只具有极高的硬度,还有着极高的耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数以及与非铁金属亲和力小等多种长处。可用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它耐性有色金属材料的精密加工。别的金刚石刀具的类型繁复,不同品种间功能差异***,在结构、制备方法和应用领域都有很大区别。目前金刚石的首要加工方法有以下四种:薄膜涂层刀具、厚膜金刚石焊接刀具、金刚石烧结体刀具和单晶金刚石刀具。上海每卓实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!涂层的非标刀具,具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性。

普通砂轮杆是磨床上**常用的一种砂轮杆。它由杆体和连接件组成,杆体通常采用质量钢材制造,连接件采用紧固螺栓或套筒等形式。普通砂轮杆具有结构简单、制造成本低、易于安装和调整等特点,广泛应用于各类磨床上。伸缩式砂轮杆是一种可以伸缩调节长度的砂轮杆,它可以根据不同工件的尺寸需求,灵活调整砂轮杆的长度和间距,以适应各种磨削加工的需要。伸缩式砂轮杆通常采用带螺旋机构的伸缩装置,通过旋转螺旋机构来调节砂轮杆的长度。**砂轮杆主要针对某些特殊磨削加工工艺而设计,其结构和材料与普通砂轮杆有所不同,以满足特殊工艺的要求。比如,对于高速磨削加工,**砂轮杆通常采用**度和高刚性的材料制造,以确保砂轮杆在高速旋转时的稳定性和可靠性。多数工况标准刀具都可以满足,但是遇到特殊要求的就无法满足,只有通过产品的实际要求来进行非标定做。福建液压螺母非标刀具厂家
非标刀具可加工异形工件,提高生产效率。连云港汽车零部件刀具非标刀具定制
液压刀柄高精度,端面跳动精度小。在整个的夹持范围内,涨套可以安稳的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;适合高速加工,CNC加工中心、铣床**。液压刀柄的特征:1、端面跳动范围小,精度高;在整个的夹持范围内,涨套可以安稳的保持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩。2、在整个的夹持范围内,涨套可以稳定的坚持一个圆柱形胀大,夹持力大,刚性好,可以传递更高的夹持扭矩;3、选用液压原理耐磨强度功用更高,具有很好的工况习气性,操作简便活络,加工功率高。不需贵重凌乱的周边设备,降低了设备本钱的费用。液压刀柄由于特别的夹持方式系统,使之可以360度的均匀夹紧刀具,得以完结高精度,高刚性的超卓功用,可以供应更大的夹持扭矩,行进加工功率。加工活络干与小加工干与小,能很好的习气加工环境,行进加工功率,更多的改变活络性。装卸便捷拧紧只需用一个加压螺栓,当螺栓拧紧时便会推动活塞的密封块在刀柄内产生一个液压油压力,该压力均匀地从圆周方向传递给钢制胀大套,胀大壁再将刀具夹紧。操作非常简练。连云港汽车零部件刀具非标刀具定制
上一篇: 上海插齿刀齿轮刀具供应商
下一篇: 四川铣刀刀片批发