广东乳化切削液厂家供应
在使用全合成切削液时,通常你会发现在切削液表面有大量的泡沫,而这些泡沫会给加工工序带来一系列的影响,比如:影响到加工的质量;导致冷却润滑液失效;占用油槽容积造成浪费等后果。所以在这里新万成推荐您使用全合成切削液消泡剂,它可以很好的解决这个泡沫问题。其实,切削液产生泡沫的原因有很多,在这里小编给大家总结了几点:(1)如果切削液水质偏软,其中度软化的水和含碱的水就会增加乳化液泡沫的产生;(2)流体循环泵密封不严也会增大液体的泡沫;(3)当切削液的流速太快时,气泡没有时间溢出就会越积越多,导致大量泡沫产生;(4)切削液液槽容积过小,导致切削液静置时间不足;(5)系统设计不合理,尤其是回流管和液槽的布局不合;(6)水槽设计中直角太多,或切削液的喷嘴角度太直。(7)还有一些其他外界因素会导致泡沫产生,比如切削液受到清洗剂污染,渗入杂质等。 乳化切削液不发臭的注意事项。广东乳化切削液厂家供应
切削液
油基切削液的接触危害从事切削加工的工人,在操作时手、腕等处与切削液长时间接触的机会多,有时会发生皮肤炎。这是一个棘手的问题。据统计,接触油基切削液的人约有1/4不同程度地患有职业皮炎、(毛孔部的炎症引起的脓包)、色素沉着、角皮症、脓疡等。从现象上看,油基切削液与水基切削液引起的症状有所不同。油基切削液引起的皮肤炎是油性皮肤炎,被称为“油过敏”。研究表明,油基切削液所引起的皮肤疾病与作为基础油的矿物油对皮肤的脱脂作用和刺激性关系密切。在矿物油的组成成分中,按照芳香烃—环烷烃—链烷烃的顺序其脱脂作用和刺激性逐渐减弱。矿物油的成分与精制方法有关,加氢精制得到的基础油诱发皮肤疾病的可能性小。广东不锈钢切削液销售厂全合成切削液的国家标准。

稀释使用:切削液的稀释关系到切削液的稳定.切削液在使用前,要先确定稀释的比例和所需切削液的体积.然后算出所用切削液量和水量.操作方法:选取洁净的容器,将所需的全部水倒入容器内,然后在低速搅拌下加入切削液(原液).配制切削液时,原液的加入速度保持均稳.特别注意:切削液原液和水的加入顺序不能颠倒,尽量不要在机床的油池(槽)内直接调配工作液.在实际操作中,我们经常看到工人在配制切削液时随意性较大,操作者看到水箱内切削液少了就加水,加浓缩液,搅拌后觉得切削液浓度不够,再加浓缩液;看上去太浓了又再加水,一切以感觉为主.(切忌只加水,不加原液),认为什么比例不比例的,差不多就行,它造成的结果是的配制比例是1:20,明天也许是1:10或1:30,这必定会对切削液产生严重影响.水溶性切削液在实际使用过程中,不同的加工形式对润滑和冷却的要求是不一样的.一般规律是切削负荷越大,润滑要求越高,则切削液配制浓度相对越大;加工速度越高则对冷却的要求偏重一些,切削液配制浓度则相对低一些.注意事项:本品用水稀释时,请选用合适水源(如自来水或其他水),禁用深井水,河水或未净化的水。室内贮存,选择阴凉、通风、干燥的场所。
不同切削液的区别:油基切削液的润滑性能较好,冷却效果较差。水基切削液与油基切削液相比润滑性能相对较差,冷却效果较好。慢速切削要求切削液的润滑性要强,一般来说,切削速度低于30m/min时使用切削油。含有极压添加剂的切削油,不论对任何材料的切削加工,当切削速度不超过60m/min时都是有效的。在高速切削时,由于发热量大,油基切削液的传热效果差,会使切削区的温度过高,导致切削油产生烟雾、起火等现象,并且由于工件温度过高产生热变形,影响工件加工精度,故多用水基切削液。乳化液把油的润滑性和防锈性与水的极好冷却性结合起来,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。与油基切削液相比,乳化液的优点在于较大的散热性、清洗性、用水稀释使用而带来的经济性。 怎么样选择适合的切削液?
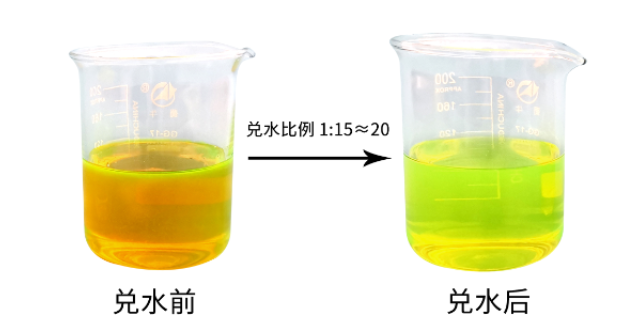
川井就使用乳化油情况作出如下几点建议:一、更换微乳切削液之前,请把机台内清洗干净;用清水过两遍,把机台内残余油带出,再添加调配好的“微乳切削液”二、微乳切削液兑水比例:根据加工工艺;精密度要求而定攻牙越深越小、盲孔兑水比例越小参考比列:1:5-18不等;比如:以车削为主(轻切削)建议使用浓度:6%-8%(兑水:1:10);若转速比较高、攻牙钻孔重负荷加工,建议使用浓度:10%-12%(兑水:1:6)(浓度用折光仪测量)切削液,都含有化学成分,切勿溅到眼睛、有裂口的皮肤;正确、安全使用,不易长时间接触,机台旁放一盆清水,洗产品的同时请把手上残留的切削液一并洗净,保护产品的同时也要保护好自己!全合成切削液的使用方法。广东乳化切削液厂家供应
不起泡不发臭乳化切削液。广东乳化切削液厂家供应
防锈切削液产生锈蚀的原因 1、加工方法或加工介质选择不当。 2、结构设计或选材不合理。 3、零件表面残留有 腐蚀介质。 4、裸手拿取成品零件。 5、零件未经 防锈处理存放,受到潮气、灰尘或腐蚀性气体的作用。 6 、管理不善。 预 防工件生锈的措施 1、防止外界污染物混入 切削工作液和及时清理污染物;、 2、维护管理时及时补充新液、 碱性物质、防锈剂等,保持切削工作液浓度、防锈性、PH值、防腐能力等性能稳定,严重劣化时需更换新液; 3、在有切削液的情况下避免异种材料长时间接触; 4、避免将 零件重叠放置或放在易吸潮的物体上; 5、在环境气氛恶劣的情况下,预先涂上防锈油脂; 6、尽量缩短工序间停留时间或采取 工序间防锈措施。广东乳化切削液厂家供应
上一篇: 云南防锈油大概价格多少
下一篇: 浙江矽钢片防锈油厂家报价