北京半合成切削液
金属切削加工中常用的切削液有三大类:水溶液、乳化液、切削油。 水溶液水溶液的主要成分为水和一定的添加剂。它的冷却性能好。同时具有良好的防锈性能和一定的润滑性能。液体呈透明状。便于操作者观察。 乳化液乳化液是将乳化油用水稀释而成。乳化油是由矿物油、乳化剂及添加剂配成,用95%~98%的水稀释后即成为乳白色的或半透明状的乳化液。 切削油切削油的主要成分是矿物油,也有少量采用动植物油或复合油的。纯矿物油不能在摩擦界面上形成坚固的润滑膜,润滑效果一般。在实际使用中常常加入油性添加剂、极生添加剂和防锈添加剂,以提高其润滑和防锈性能。 在使用电解板切削液时,需要注意其环保性能和安全性,以免对环境和操作人员造成不良影响。北京半合成切削液
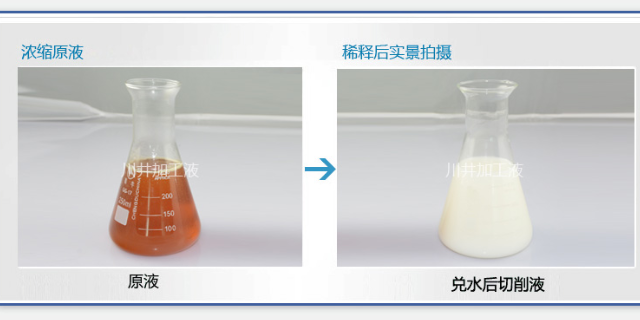
切削液
随着环保意识的日益增强,切削液的环保与可持续发展越来越受到关注。为了降低切削液对环境的影响,可以采取以下措施:选择环保型切削液:优先选择低污染、易降解的环保型切削液,减少对环境的污染。切削液循环使用:通过切削液循环使用,减少切削液的消耗和排放,降低对环境的影响。切削液处理与回收:对废弃的切削液进行合理处理和回收,防止其对环境造成危害。总之,切削液在金属切削加工过程中发挥着重要作用。通过合理选择和使用切削液,可以优化加工过程,提高加工效率和质量,同时降低对环境的影响。未来,随着科技的不断进步和环保要求的提高,切削液将在金属切削加工领域发挥更加重要的作用。。。。。未来,随着科技的不断进步和环保要求的提高,切削液将在金属切削加工领域发挥更加重要的作用。。。。。广东有色金属切削液技术指导绿色全合成切削液具有优异的去污能力,可使加工环境保持清洁,并且具有良好的操作性和无残留特性。
水基切削液的维护与保养1、往水池中加入切削液前,要先将水池与管道清洗干净,并进行消毒杀菌处理。有利于延长切削液的使用寿命。2、配置水溶性切削液时,应按照先加水后加浓缩液的顺序加入,然后将工作液搅拌均匀使用。3、定期对工作液的相关指标(浓度PH值)进行检测,若浓度偏低,可补加适当的原液,若浓度偏高,可补充适量的水,使工作液浓度维持在比较好状态。4、配置水性加工液时,应尽量使用离子水,其水的硬度控制在100—250ppm之间。5、对机器系统及槽液的铁屑、油污、杂质等要及时处理,保持冷却系统和工作环境的清洁卫生。
切削油油基和水基选择,关于高速切齿加工,若用油基切削液,通常会发生较大油烟,污染环境。齿轮加工油能有效降低金属加工进程中的油雾浓度,其中低油雾切削油适用于黑色金属重负荷切削加工,同时低油雾切削油也适用于轻、中负荷的切削加工工艺。若齿轮部件中有铜材嵌套,则选用多金属加工用切削油。在高速切齿加工时,有时用油基切削液会因冷却不充沛,易形成工件外表烧伤。此时可选具有强极压性的水基切削液,如乳化切削液,加工质量会更好,也减轻刀具磨损。川井微乳切削液适用于全系铝材、铜材等有色金属的车、铣、锣加工。

我们经常有听到有关于铝合金切削液发臭的问题,铝合金切削液为什么会发臭呢?主要是因为铝合金切削液中含有大量细菌,切削液中的细菌主要有耗氧菌和厌氧菌。如何避免铝合金切削液发臭呢,下面川井润滑油简单阐述:使用高质量、稳定性好的铝合金切削液。用纯水配制浓缩液,不但配制容易,而且可改善切削液的润滑性,且减少被切屑带走的量,并能防止细菌侵蚀。使用时,要控制切削液中浓缩液的比率不能过低,否则易使细菌生长。由于机床所用油中含有细菌,所以要尽可能减少机床漏出的油混入切削液。川井切削液,润滑性好,冷却防锈性好!广东有色金属切削液技术指导
在使用切削液时,需要注意切削液的浓度和供应方式,以确保切削液能够充分发挥其作用。北京半合成切削液
切削液(cutting fluid, coolant)是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点。克服了传统皂基乳化液夏天易臭、冬天难稀释、防锈效果差的的毛病,对车床漆也无不良影响,适用于黑色金属的切削及磨加工,属当前很好的磨削产品。 切削液各项指标均优于皂化油,它具有良好的冷却、清洗、防锈等特点,并且具备无毒、无味、对人体无侵蚀、对设备不腐蚀、对环境不污染等特点。北京半合成切削液
上一篇: 广东铜合金切削液厂家报价
下一篇: 珠三角铝合金切削液