韶关爱步精益咨询精益生产人才绩效管理
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
保质保量,完成任务。韶关爱步精益咨询精益生产人才绩效管理
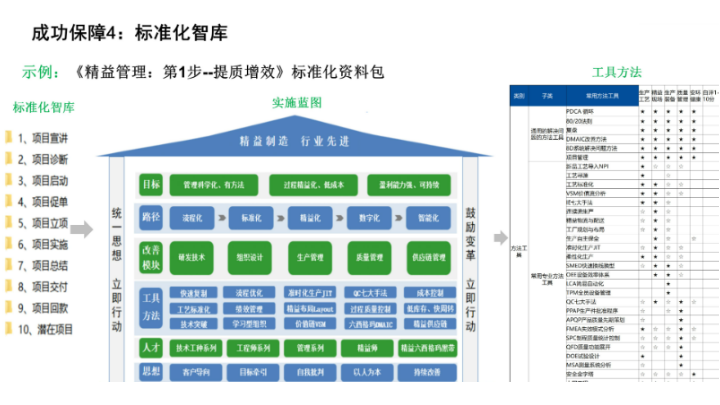
保障1:重实施、强技术:团队都是从事精益相关工作,几乎都是大学毕业后从产线员工到技术员到经理到副总再创业等经历,深刻理解老板及实操团队的具体需求。有自建改善模型及原创著作“GIEG”理论。保障2:打通精益化-数字化-智能化链路产品:不但有精益1.0,2.0,3.0,4.0产品,还打通了从战略定位到股权设计到预算、绩效管理到精益生产等咨询链路。有ERP/MES软件代理及实施,有参股的自动化智能化设备工厂。保障3:拥有同行业的信任背书:国家工业互联网标识解析(厦门)二级节点同安企业服务中心运营商,厦门3大国企战略合作商:厦钨鸣鹤、厦门国贸、厦门象屿集团。咨询界的合作实力认可:MBA智库、昆仑战略定位、华一世纪股权、成易软件等战略合作或实施配套。福建jit精益生产导入准时生产,保障全员积极参与改善;
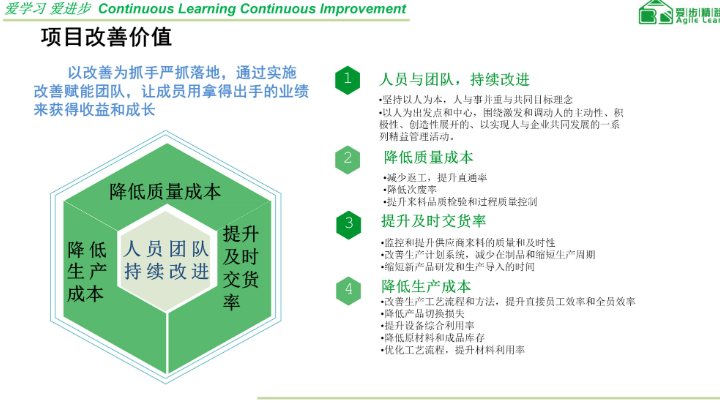
精益生产管理的特点大部分制造企业已经认识到精益生产对公司的重要性。(1)按时生产驱动:以用户需求为起点进行生产,注重物流平衡,追求零库存,要求上一道工序完成的零件立即进入下一道工序。(2)综合质量管理:生产过程中的质量检测和控制在每个过程中进行。(3)团队合作方法:团队的组建原则不是完全按照行政组织的划分,而是按照项目需求进行划分。(4)并行工程:在产品设计开发过程中,结合设计理念、结构设计、工艺技术和需求,确保按规定质量尽快完成。(5)精益思想:精益思想是通过不断发现和消除浪费,追求持续改进,实现生产过程的持续优化。在精益生产管理中,各种浪费被视为生产过程中的缺陷,不仅浪费了公司宝贵的资源,而且降低了商品的效率和效果。(6)精益生产管理还着眼于员工的参与和自我约束,并且鼓励他们成为质量和制造的管理者。经过培训和教育,员工可以更好地了解公司的理念,认识到企业的价值观,提高效率和效果,改进生产过程。(7)价值流投影:价值流投影是指通过对过程的分析和评估,识别商品从开始到结束的所有活动和程序,并确定提供价值和浪费的过程。这可以更准确地评估整个过程,识别浪费的部分,以优化过程。
管理咨询包括三个阶段:企业诊断、方案设计、辅助实施。诊断是指通过调研,对企业现状进行客观、系统的剖析,描述出企业相关方面的运行现状,揭示出企业的问题及产生问题的根源,提出解决问题的思路性建议。方案是指在企业相关问题诊断的基础上,就客户提出的经营管理问题,设计出系统、具体的解决方案并进行规划。实施是组织客户企业有关人员熟悉、消化管理咨询方案,就方案内容涉及到的理念和经营管理知识,对客户企业的相关人员进行培训,组织制定有关各项管理制度和实施细则,辅助企业模拟实施设计方案,根据模拟实施结果,对设计方案及制定的管理制度、细则等做必要的调整。快速培养多能工的工具 强化员工团队精神的工具 保障全员积极参与改善的工具 精益改善工具;

5、细化生产任务生产计划要细化,能够细化到机台就细化到机台,能够细化到班组就细化到班组,能够细化到个人就细化到个人。当然,不同的企业类型细化的单位也有区别:如果是注塑车间,你得将生产任务细化到机台,每一个机台当天注塑什么产品?做多少量?如果是一条流水线,那你就要细化到这个班组当天的任务量是多少?如果是一个小组的计件,那你就要细化到这个小组中的3个人、5个人的一个任务量,要通过各种方式将生产任务传达给每一个员工,让每一个员工都明确的知道自己每天的工作任务是多少。只有这样你的任务不断细化,做的才有意义,你的日计划才算是贯彻到底了,也才有基础去落实,这是非常重要的一环。以越来越少的投入获取越来越多的产出。肇庆爱步精益精益生产企业发展
企业应当将生产过程划分为一个个小步骤,优化每个步骤,从而提高整个生产流程的效率和稳定性。韶关爱步精益咨询精益生产人才绩效管理
七大浪费之四不良浪费表现:生产过程产生的不良品。原因:人工操作不当、工艺设置不当、材料使用不当、质量标准不清等。对策:①确保作业指导以及检验标准是符合产品特性以及客户需求的。②通过首样检验、巡检、自检互检方式准时发现不良;③制定极限样品以及将检验标准可视化,让员工容易理解标准。④适度运用防呆法进行防错设置。
七大浪费之五等待浪费表现:人员(以及设备)在等待;或者,有时忙、有时闲的不均衡现象。原因:①生产线品种切换;②工作量少,便无所事事;③时常缺料,设备闲置;④上工序延误,下游无事可做;⑤设备发生故障;⑥生产线工序不平衡;⑦不良品返工;⑧制造通知或设计图未送达。对策:生产均衡化;快速换模技术的运用;全员生产性防护;多技能工;消除不良浪费;提升供应商水准。
七大浪费之六过量生产表现:过量生产常被视为浪费。结果导致库存、资金的占用以及潜在的报废风险。过早生产或在线库存都视为过量生产。原因:生产管理不自信。对策:拉动准时化生产方式。通过这种方式既防止过量生产,同时倒逼员工准确地做好生产计划、产线平衡以及持续改善。 韶关爱步精益咨询精益生产人才绩效管理
上一篇: 福州爱步SaaS智能营销平台自动发布
下一篇: 潮州目视化现场标准化