江苏本地厌氧工艺诊断与改造技术指导
厌氧反应的工艺控制条件:1.温度按三种不同嗜温厌氧菌(嗜温5-20℃嗜温20-42℃嗜温42-75℃)工程上分为低温厌氧(15-20℃)、中温厌氧(30-35℃)、高温厌氧(50-55℃)三种。温度对厌氧反应尤为重要,当温度低于下限温度时,每下降1℃,效率下降11%。在上述范围,温度在1-3℃的微小波动,对厌氧反应影响不明显,但温度变化过大(急速变化),则会使污泥活力下降,度产生酸积累等问题。2.PH厌氧水解酸化工艺,对PH要求范围较松,即产酸菌的PH应控制4-7℃范围内;完全厌氧反应则应严格控制PH,即产甲烷反应控制范围6.5-8.0,范围为6.8-7.2,PH低于6.3或高于7.8,甲烷化速降低。上海亿万特厌氧颗粒污泥技术可靠。江苏本地厌氧工艺诊断与改造技术指导

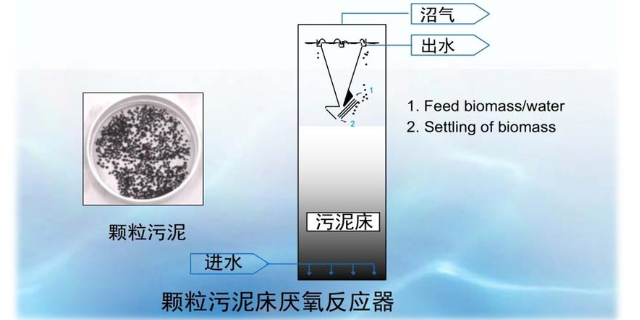
影响厌氧污泥颗粒化的一些因素,怎样制成厌氧颗粒污泥?2、pH值及pH缓冲能力pH值是厌氧处理的又一个重要因素。厌氧过程中,水解菌与产酸菌对pH有较大的适应范围,而甲烷菌则对pH值比较敏感,适宜它的生长范围是6.5~7.8。若反应器内废水pH值超过这个范围,会引起由于甲烷菌受到抑制而出现的酸积累等问题,因而甲烷菌的这一特性也就决定了反应器内反应区所应控制的pH值范围。反应器内乙酸的形成是对pH值有直接影响的一个因素。不同特性的废水进入反应器后对pH值的影响也不同,例如含碳水化合物的废水会引起pH值的降低,而含大量蛋白质和氨基酸的废水则会造成pH值上升。因而,进液时废水可有不同的pH值,关键是保证进液后pH值的稳定,使废水有一定的缓冲能力,防止酸积累对甲烷菌产生毒性影响。在操作过程中出水回流不仅在反应器启动阶段提供反应器一定的水力负荷,且由于出水碱度高于进水碱度,可增加废水的缓冲能力,减少化学物质的添加;不过,更多地是采用向废水中添加化学药品如Na2CO3、NaOH、Ca(OH)2、NaHCO3等碱性物质,以在废水中形成碳酸氢盐缓冲系统,保证系统pH值的稳定。但是在投加化学药品时,要充分考虑到盐类的毒性作用,投加浓度不能高于其毒性浓度。江苏本地厌氧工艺诊断与改造技术指导上海亿万特厌氧颗粒污泥效率高。
冶金废水关键处理技术:处理技术。酸洗废水的处理:少量酸洗废水,可进行中和处理并回收铁盐;较大量的则可用冷冻法、喷雾燃烧法、隔膜渗析法等方法回收酸和铁盐或分离回收氧化铁。若采用中性电解工艺除氧化铁皮,就不会出酸洗废水。但电解液须经过滤或磁分离法处理,才能循环使用。冷却水的处理:处理方法是先经粗颗粒沉淀池或水力旋流器,除去粒度在100微米以上的颗粒,然后把废水送入沉淀,除去悬浮颗粒;为提高沉淀效果,可投加混凝剂和助凝剂聚丙烯酰胺;废水经净化和降温后可循环使用。冷轧车间的直接冷却水,含有乳化油,必须先用化学混凝法、加热法或调节pH值等方法,破坏乳化油,然后进行上浮分离,或直接用超过滤法分离。所收集的废油可以再生,作燃料用。
厌氧池、缺氧池、好氧池有什么区别?3.水解酸化池不设曝气装置,停留时间可控,再水解酸化阶段可控,无厌氧产气阶段,前两阶段COD去除率不高。由于他的目的是将大分子转化为小的有机化合物,一般的去除率在20%左右,而产气阶段的COD去除率一般在40%左右,但这是要脱臭的硫化氢气体。达到产气阶段的停留时间比前两个阶段长,即应出现厌氧状态。缺氧池应设置曝气装置,溶解氧应控制在0.3~0.8mg/L,废水中的有机物应由兼性微生物和生物膜降解,氧化池中的曝气器应慎重选择,在保证氧气供应的同时,必须保证其有利于生物膜的脱落和更新。一般情况下,微孔曝气器不能作为池底的曝气器。好氧池是指通过曝气等措施使水中溶解氧含量保持在4mg/l左右,适合于好氧微生物的生长繁殖,从而处理水中污染物的结构。上海亿万特厌氧颗粒污泥操作灵活。
制革行业废水关键处理技术:单项处理技术。a、脱脂废水脱脂废液中的油脂含量、CODcr和BOD5等污染指标很高。处理方法有酸提取法、离心分离法或溶剂萃取法。使用的是酸提取法,加H2SO4调pH值至3~4进行破乳,通人蒸汽加盐搅拌,并在40~60t下静置2—3h,油脂逐渐上浮形成油脂层。回收油脂可达95%,去除CODcr90%以上。一般进水油的质量浓度为8—10g/L,出水油的质量浓度小于0.1g/L。回收后的油脂经深度加工转化为混合脂肪酸可用于制皂。b、浸灰脱毛废水浸灰脱毛废水中含蛋白质、石灰、硫化钠、固体悬浮物,含总CODcr的28%、总S2-的93%、总SS的70%。上海亿万特厌氧颗粒污泥降低处理能耗。江苏本地厌氧工艺诊断与改造技术指导
上海亿万特厌氧颗粒污泥高质量高标准厌氧活性颗粒污泥。江苏本地厌氧工艺诊断与改造技术指导
厌氧工程调试手册:厌氧反应器启动:2.启动第二阶段——当反应器容积负荷上升到2-5kgCOD/m3d时,这一阶段洗出污泥量增大,颗粒污泥开始产生。一般讲,到第二段要40d时间,此时容积负荷大约为设计负荷的50%。3.启动的第三阶段——从容积负荷50%上升到100%,采用逐步增加进料数量和缩短进料间断时间来实现。衡量能否获进料量和缩短进料时间的化验指标定控制发挥性脂肪酸VFA不大于500mg/L,当VFA超过500-1000mg/L,厌氧反应器呈现酸化状态,超过1000mg/L则表明已经酸化,需立即采取措施停止进料,进行菌种驯化。一般来讲第二段到第三段也需30-40d时间。江苏本地厌氧工艺诊断与改造技术指导
上一篇: 秦皇岛污水工艺诊断供应商
下一篇: 济南本地厌氧颗粒污泥培育如何收费