江苏镀锌钢筋焊接网
为规范这种材料的生产及应用,促进我国建筑业工业化水平的提高,特制订了该行业标准YB/T076—1995。尺寸检验:1 钢筋网纵向钢筋间距为50mm的整倍数,横向钢筋间距应为25mm的整倍数,较小间距均宜采用100mm。3.2 钢筋的伸出长度应不小于25mm。表面质量检验,钢筋网表面不得有油渍及其他影响使用的缺陷,允许有毛刺、表面浮锈以及取样产生的钢筋局部空缺。质量重量检验,钢筋网的公称质量按组成钢筋公称直径和规定尺寸计算,计算时钢的密度采用0.00785g/mm.钢筋网实际质量与公称质量的允许偏差为±4.5%。钢筋网较外边钢筋上的交叉点不得开焊。江苏镀锌钢筋焊接网

焊接钢筋网的喷射混凝土保护层的厚度不得小于20mm,当采用双层焊接钢筋网时,两层焊接钢筋网之间的间隔距离不应小于60mm。焊接钢筋网国内发展概况:焊接钢筋网的生产能力,冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。温州国标钢筋焊接网厂商焊接钢筋网网格应按矩形布置,焊接钢筋网的钢筋间距为150~300mm。

焊接网应用特点:提高工程质量焊接网是实行工厂化生产的,利用优良的LL550冷轧带肋钢筋,根据世界提供的网片编号、直径、间距和行业标准的要求,通过全自动智能化生产线制造而成。① 具有网目间距尺寸、钢筋数量准确。克服了传统人工绑扎时由人工摆放钢筋造成间距尺寸误差大、绑扎质量出现漏扎、缺扣的现象。② 焊接网刚度大、弹性好、焊点强度高、抗剪性能好,荷载可均匀分布于整个混凝土结构上。克服了原来绑扎I级圆钢产生的强度低、平面刚度差、施工易被人员踏踩变形和位移,使载面有效高度发生变化,影响结构的承载能力和面筋保护过小等现象。
试验方法:1、检验项目,每批焊接网的检验项目,取样方法和试验方法应符合表1的规定。2、拉伸试验,焊接网的拉伸试验应按GB/T33365的规定进行。焊接网钢筋较大力总延伸率除采用GB/T33365的有关试验方法外,也可按相应产品标准规定的试验方法。3、重量偏差,对重量偏差典型试样进行重量及长度测量后,计算重量偏差。数值修约与判定,检验结果的数值修约与判定按YB/T081的规定。在混凝土构件中,当钢筋焊接网片的长度和宽度不够时,按照一定规范和要求,将两张钢筋网片相互重叠或镶入而形成的连接即为钢筋焊接网搭接,该种接法主要适用直径较小的钢筋连接。横向钢筋:与钢筋网制造方向垂直排列的钢筋。
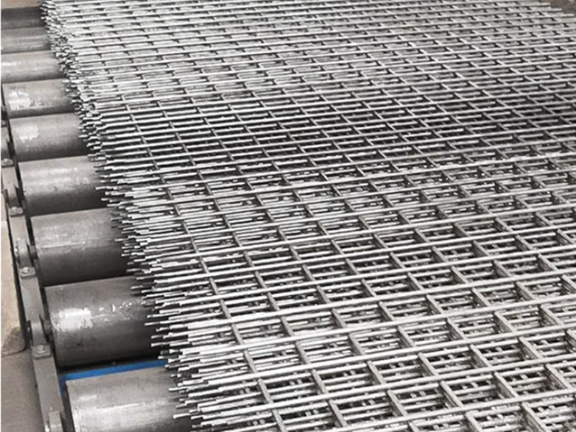
焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。原材料,冷轧光面钢筋焊接网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。分类,冷轧光面钢筋焊接网按原材料可分为:冷轧带肋冷轧光面钢筋焊接网、冷拔光圆冷轧光面钢筋焊接网、热轧带肋冷轧光面钢筋焊接网,其中冷轧带肋冷轧光面钢筋焊接网应用较普遍。冷轧光面钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型冷轧光面钢筋焊接网和定制冷轧光面钢筋焊接网两种。钢筋网的宽度:钢筋网平面短边的尺寸(与制造方向无关)。江苏镀锌钢筋焊接网
定制钢筋网在两个方向上的钢筋间距和直径可以不同,但在一个方向上具有相同的钢筋直径、间距和长度。江苏镀锌钢筋焊接网
钢筋焊接网焊接技术:焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。钢筋网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。钢筋网按钢筋的牌号、直径、长度和间距分为定型钢筋网和定制钢筋网两种。优点:1.显著提高钢筋工程质量;2.明显提高施工速度;3.增强混凝土抗裂能力;4.具有较好的综合经济效益。江苏镀锌钢筋焊接网
上一篇: 福建钢丝网片厂家直销
下一篇: 金华抗裂钢丝网片供应