河南铝合金微通道换热器
创阔能源科技微通道加工材质的选择在低介质流量时,热阻控制区为低热导率区。因此低热导率材料换热器(如玻璃)的换热效率要明显高于诸如金属等具高热导率的换热器。在高介质流量时,对于结构参数一定的换热器,随操作流量的增加,导热热阻对换热效率的影响逐渐增强,高效换热区也向高热导率方向移动,换热器材料可用热导率相对较低的金属材料(如不锈钢)。Bier等对错流式微通道换热器内气-气换热特性进行了数值分析和实验研究,结果表明,不锈钢微通道换热器的换热效率高于铜微换热器。创阔科技致力于加工设计微通道换热器。河南铝合金微通道换热器
微通道换热器
创阔能源科技对于微通道对流换热不同于宏观(指尺寸>1mm)通道换热的机理。受通道形状、壁面粗糙度、流体品质、表面过热量、分子平均自由程与通道尺寸之比等众多因素的影响,微通道换热呈现出一些特殊的特点。换热效率随热导率的变化趋势根据径向热阻和器壁轴向热传导的影响,换热器效率随热导率的变化可分为3个区域:低热导率时,随热导率的增加,径向热阻的影响逐渐减弱,换热器效率增大,该区域可称为热阻控制区;热导率增加到一定程度时,换热器效率随热导率增加的趋势逐渐减弱,增至最大值后开始逐渐减小,称为高效换热区;热导率进一步增加时,器壁轴向导热对换热过程的影响逐渐增强,换热器效率随之减小,并逐渐趋近于器壁完全等温时的换热效率50%,称为热传导控制区。松江区微通道换热器创阔谈微通道反应技术的概念就迅速引起相关领域**的浓厚兴趣和关注。
创阔能源科技制作的微化工反应器的特点,对反应时间的精确控制:常规的单锅反应,往往采用逐渐滴加反应物,以防止反应过于剧烈,这就造成一部分先加入的反应物停留时间过长。对于很多反应,反应物、产物或中间过渡态产物在反应条件下停留时间一长就会导致副产物的产生。而微反应器技术采取的是微管道中的连续流动反应,可以精确控制物料在反应条件下的停留时间。一旦达到比较好反应时间就立即传递到下一步或终止反应,这样就能有效消除因反应时间长而产生的副产物。结构保证安全性:由于换热效率极高,即使反应突然释放大量热量,也可以被吸收,从而保证反应温度在设定范围内,很大程度地减少了发生安全事故和质量事故的可能性。而且微反应器采用连续动反应,在反应器中停留的化学品量很少,即使万一失控,危害程度也非常有限。
创阔科技致力于加工微通道换热器根据其流路型式又称平行流换热器,较早出现在电子领域。随着科技的进步和加工手段的更新,电子产品集成化程度越来越高,电子元件的散热就成为了棘手的问题。于是人们将微技术也应用到了散热器方面。微通道技术可以提高过程机械装置的传热和传质效率,由于尺寸较小,面积体积比增大,表面作用增强,从而导致传递效果有明显的增强,比常规尺寸提高了2~3个数量级,微通道换热器的良好性能使其应用领域迅速扩大,人们开始将微通道换热器应用在汽车领域。现阶段汽车空调的冷凝器以及蒸发器都在使用微通道换热器。它质量轻、换热系数高、耐腐蚀的特点正好满足了汽车空调对于高性能换热器的需求。集成式微通道换热器,高效紧凑型换热器请联系创阔科技。
创阔科技制作的微化工反应器的特点,面积体积比的增大和体积的减小.在微反应设备内,由于减小了流体厚度,相应的面积体积比得到了的提高。通常微通道设备的比表面积可以达到10000-50000m2/m3,而常规实验室或工业设备的比表面积不会超过l000m2/m3或100m2/m3。因此,比表面积的增加除了可以强化传热外,也可以强化反应过程,例如,高效率的气相催化微反应器就可以采用在微通道内表面涂敷催化剂的结构。目前已有的界面积的微反应器为降膜式微反应器,其界面积可以达到25000m2/m3,而传统鼓泡塔的界面积只能达到100m2/m3,即使采用喷射式对撞流的气液接触式反应器的比表面积也只能达到2000m2/m3左右。若在微型鼓泡塔中采用环流流动,理论上其比表面积可以达到50000m2/m3以上。创阔科技制作微反应器的优良特性,我们需要精确设计微反应器。宝山区创阔金属微通道换热器
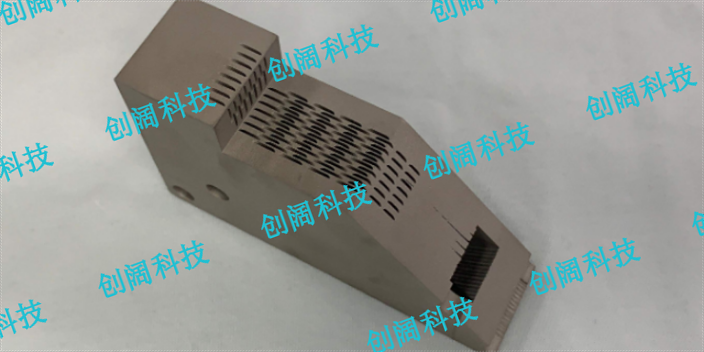
创阔科技可以加工出流道深度范围为几微米至几百微米的高效微型换热器。河南铝合金微通道换热器
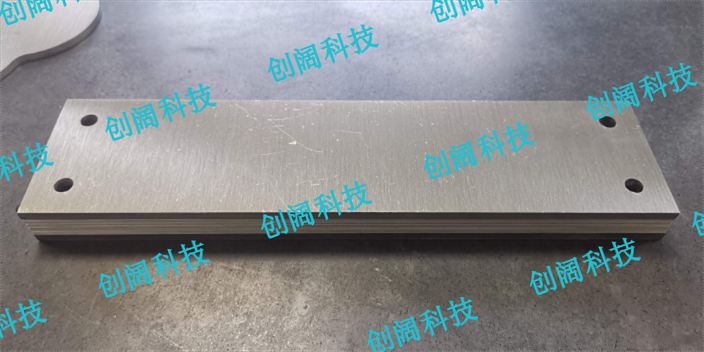
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。河南铝合金微通道换热器
苏州创阔金属科技有限公司致力于机械及行业设备,是一家生产型的公司。公司业务涵盖真空扩散焊接加工,再生塑料颗粒过滤网,狭缝掩膜板微孔板设计加工,微通道换热器设计加工等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。创阔金属科技立足于全国市场,依托强大的研发实力,融合前沿的技术理念,飞快响应客户的变化需求。
上一篇: 宝山区创阔金属微通道换热器
下一篇: 山东微孔加工视频