精密测量仪方法
MerlinPlus能够采用**测量批次处理许多零件类型程序,以有助于生产控制与检定。用户界面的设计旨在易于实现系统配置、测量周期定义与批次管理。MerlinPlus的轮廓明确,旨在适应简单的手动操作以及支持大部分马波斯测量设备,除此之外,还可通过RS232、USB、以太网或蓝牙将它们连接到一些第三方设备上。通过插入自定义页面,其可开发一种引导顺序,以逐步驱动操作员,避免在运行测量周期时产生的任何误差。度盘-数字指示器,度盘式数字指示器采用精确的部件制成,精密工程设计原理提供了准确性、可靠性、耐用性以及很长的使用寿命。所有型号的度盘式指示器具有以下功能特征:通过可调公差标记完成公差范围设置坚硬的不锈钢安装柄与测量主轴。它们都耐蚀且可保证有很长的使用寿命研磨主轴增加了抗磨损性坚固的金属外壳可自动获取工件的直径或长度值,分析噪声,将程控阈值与各种值比较,以便操作员/机床做出决定。精密测量仪方法

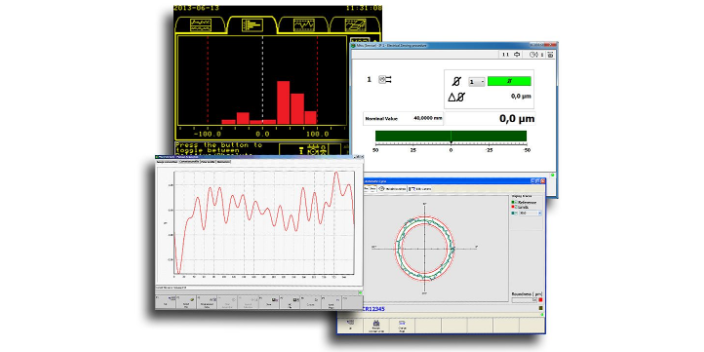
数据采集/分析/管理制造业十分关注合格数据的可用性。马波斯的解决方案生成中的数据能准确表示产品功能以及在其下运行的流程的状态。通过我们的测量采集、归档技术和应用的统计过程控制技术,汇集了大量可靠的信息。我们的网络和云端解决方案使信息可进行检索和使用。统计过程控制是一种使用***的方法,用来进行正式调查,以降低生产过程成本,推动质量的持续改进,并提高整体效率。统计过程控制是一种基于统计分析的质量控制方法。统计过程控制的理论基于以下观察结果:任何制造过程都包含许多可变性来源。尽管目标是获得尽可能高的质量(即符合规范),但可变性将使生产的两个部件不能完全相同。可变性分为两种类型:常见原因:由生产过程中产生随机分布式输出的未知因素引起。特殊原因:由外部因素引起;这些因素在时间上受到限制并且*影响部分生产,使其变得分散和不可预测。如果您能够识别并删除第二种变化,则该过程是稳定的;统计过程控制分析有助于识别第二类可变性。辽宁外圆磨床在线加工测量仪产品资料周期可用于生产耦合零件(匹配磨削),组合周期检查锥度或监测零件形状,加工椭圆度或偏心率。
可视化对刀仪的主要功能特征之一体现在它的保护系统上,即便在有冷却液或灰尘的情况中,该对刀仪也拥有出色的测量性能。在没有进行检查时,气动百叶窗盖板会保护光学镜片,这些通过机械方式使镜片远离粗糙的机床环境;相反,在测量周期内,**解决方案可解决光学窗口拒收件碎屑与冷却液滴产生的气流。此类双重保护(气动与机械保护)保证用户可获取优异测量结果。因为接口灵活,所以可程控可视化对刀仪,以适应机床类型以及执行测量周期,在真实机械加工条件中进行检查。断刀检测(TBD)是马波斯设计的一个系统,旨在检查刀具的完整性以及保证高质量产品,减少报废数量。机械零件的大批量生产要求非常短的机械加工时间,因此必须尽快完成刀具检测。TBD能够在1秒之内就完成实心同轴刀具的破损检测,这些刀具如:钻头、攻丝刀具以及平端与球端铣刀。
断刀检测(TBD)是马波斯设计的一个系统,旨在检查刀具的完整性以及保证高质量产品,减少报废数量。机械零件的大批量生产要求非常短的机械加工时间,因此必须尽快完成刀具检测。TBD能够在1秒之内就完成实心同轴刀具的破损检测,这些刀具如:钻头、攻丝刀具以及平端与球端铣刀。TBD是一个利用激光反射技术的非接触式系统。它由一个发射器构成,将激光光束投射在放置在检查位置中的转动刀具的表面。完整的刀具反射出接收器上的信号,在过滤了冷却液滴造成的任何中断信号之后,通过内部电子单元处理这些信号。另一方面,破损刀具不会将信号反射给TBD,触发了报警信号。激光束指向主轴线,在朝着胶卷盒移动期间确认检查位置,避免更复杂的定位操作引起的更长处理时间。灵活的TBD可用于不同操作模式:最大功率设置使得TBD可以采用标准的断刀检测功能检测到定位越来越远(2米及以下)的刀具。在需要较低的公差时,可采用“低功率”模式,其可创建更小的光束用户可选择信号过滤等级。在刀具检测周期,冷却液滴可中断光束或者仍留在刀具的前列,从而改变接收信号。后数控机床测量仪系统产品,请联系马波斯测量科技。
可将WRSP60扫描式测头用于检查新加工的部件的轮廓是否正确以及用于直接检测机床中任何表面缺陷,从而避免将此类检查与检测传输到测量实验室,以及避免在需要后续返工的情况中将其重新定位在机床中。马波斯研发的这款WRSP60测头拥有一个无线传输系统,可将其用于在**常用的切屑去除机床上直接扫描零件。在使用WSRP60测头时,可完成一些采用标准接触式测头不能完成的操作或者可**缩短周期时间,如:通过切割程序校正、标准件比较以及跳动检查而完成轮廓质量控制、零件未对准校正与表面变形检查,也可将这些测头用于进行正确定位零件所需的“接触”。带有WRI无线接收器的系统接口能够与安装在工业或标准个人计算机上的软件包通信,从而管理并呈现测量值以及获取数据。可采用WRSP60系统通过对新加工的零件进行轮廓与表面接触式扫描直接在机床环境对机械加工过程进行精确、完整的质量控制。系统采用无线传输系统将数据传到WRI接收器。通过一个**马波斯软件包收集、分析与呈现数据。专门设计在作业环境中直接与冷却剂和其它侵蚀剂接触的所有机械加工零件,给电子设备提供了合适保护等级。黑龙江高精度车床测量仪系统
马波斯是相当有实力的数控机床测量仪厂家。精密测量仪方法
用于过程平衡和声学检查系统,DS5000系列是一个采用声发射传感器实现失衡补偿与过程检查的系统,开发此系统主要用于高精度磨床上。DS500系列为机械平衡提供了解决方案,以检测、平衡以及补偿失衡的情况,以及监控声发射。可根据使用的电子单元版本单独或同时获取这两种功能。AE4100:控制声发射用单功能单元M5100M:平衡砂轮用单功能单元M5100MA:平衡砂轮与检查声发射用多功能单元DS5000是一个自主系统,可通过静态接口(输入/输出)完成电子单元与自动化系统之间的通信。通过LCD显示器上呈现的菜单控制设备。这个系列的单元紧凑、坚固以及易于使用。它们的设计旨在挨着机柜外的CNC操作员面板安装。精密测量仪方法
上一篇: 上海数控机床测量仪报价
下一篇: 机床在线检测测量仪厂家