上海管材加工自动化生产线厂家现货
管件生产实现自动化必须要从以下几个方面考虑:(1)原材料的自动供料系统,该系统要求计量准确,输送可靠,即当注塑机料斗中的原料达到比较高量的时候或者用量达到比较低量的时候,远程控制系统能够自动控制料斗入口处闸门的关闭或是开启,实现原材料的自动供给。(2)注塑机的自动化控制系统,包括温度控制系统,开模、抽入芯、顶出、锁模等动作的自动化控制,以及用于机械手的控制系统。在一个成型周期时间内,每个动作元素及相关的动作时间均能按照预先输入到计算机内的参数自动运行。为什么要用自动化生产线?上海管材加工自动化生产线厂家现货
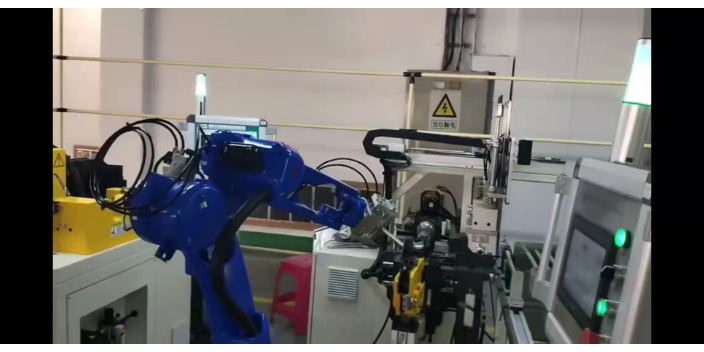
自动化生产线
早在二十世纪九十年代,PVC-U排水管件模具主要是由各模具厂家根据客户特定的订单进行组织与生产,模具及零件的制作按单件设计与制造。不但成本高,效率低,质量不稳定,甚至交货期通常也较长。正因为模具制作存在以上的诸多问题,所以各模具厂家在管件模具的标准化设计与制作上逐步走向统一。总的原则是:管件模具模架部分交给专业模坯厂家制作;模具外零件实行标准化设计和批量制作;模具厂家根据客户订单要求,只加工型腔和型芯部分(主要加工型腔、型芯、水道以及产品成型部位),这样的好处是:模具车间生产组织计划性强;外标准件平时可以投入批量制作;标准件制作可以提高效率,并保证质量的稳定;可以很缩短模具的交货期;由于标准件批量的制作,相对单件来说成本低,提高模具厂家的竞争力。连云港空调水管自动化生产线报价自动化生产线工艺流程。

它的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。
现已与ABB工业机器人合作,为客户提供机器人单机销售、集成服务、机器人安全生产线等服务。汽车管路件生产线主要运用桁架机械手或机器人,对管件进行多重管端加工组合、弯管加工组合‘冲孔加工组合、铆压加工组合,以实现汽车空调系统管路件、发动机油路及冷却系统管路件、排气系统管路件等车用管路件的加工,包括镦头、扩缩口、装压板、挤鼓、旋沟、胶管扣压、弯管、测量、喷码、打包等一系列过程。汽车管路件生产线主要包括:管端弯管自动线、镦旋弯自动生产线、机器人镦旋弯自动生产线双机器人自动线、桁架机械手自动线、机器人自动弯管单元、全自动小R生产线。自动化生产线的需要用到哪些零部件?
自动化生产线管件模具的结构主要包括:面板、定模板、定模型腔、动模板、动模型腔、型芯、滑块及滑块副部件、抽芯部件、顶出推板、动模底板等,其中为了保证模具的强度,通常将面板和定模板做成整板式。从功能上讲,管件模具包括:浇注系统、冷却系统、顶出系统、抽入芯系统。为了保证管件模具的自动化生产,浇注系统中的浇口通常采用潜伏式浇口,以利于产品与流道的自动分离,为了提高生产效率,型腔采用多层水道,型芯采用螺旋水芯,以达到完美的冷却效果,为了保证顶出工作的稳定可靠,顶出系统顶针可设计顶耳形式,产品美观无顶痕,顶针与型芯无干涉,顶针复位采用弹簧及复位杆,以及用螺栓连接顶出板与注塑机顶针的强制复位结构。自动化生产线预估产能多少?扬州管路自动化生产线哪家好
自动化生产线能节省多少人工成本?上海管材加工自动化生产线厂家现货
自动化生产管件模具若要满足自动化生产,要求推板顶出时,产品与流道能够自动分离,这点显得特别重要,达到了这一点,就能减少大师的操作工,提高效率,降低成本。另外管件模具要求抽芯、入芯、顶出、复位等动作运行可靠。即便是顶针没有完全复位时,也能避免型芯撞坏顶针,从而实现安全的自动化生产。(4)产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装上海管材加工自动化生产线厂家现货
上一篇: 无锡管材成型自动化生产线直销
下一篇: 盐城全自动化生产线改造