杭州品质LCD输送轴设备制造
关于不锈钢,大家在认知里可能都会有一个误区:不锈钢不会生锈。其实不是不会生锈,而是不锈钢是不容易生锈的,别看文字差别不大,实际上可差多了,不锈钢加工工艺做不好,会导致餐具,电锅、热水器等东西使用年限不长,**增加了生锈的几率。在我们日常生活中,随处都可见不锈钢制作的东西,它和其它金属制品相比,不锈钢的耐侵蚀的能力更强,而且它光泽很好,看起来比较美观。上海阔启机械有限公司是一家专业生产UPE滚轮与不锈轴件的公司。公司共有三个板块业务,***部分是专业针对液晶输送设备上面的UPE滚轮生产;第二部分是生产不锈钢空心轴(包括实心轴)。第三部分是精密零件加工与制造。现有职工40余人,专业技术人员30多人,拥有数控加工设备,车、铣、磨线切割、等先进设备二十多台,加工车间、装配车间等现代化的生产设备,具备了雄厚的研发和生产能力。LCD输送轴的结构是怎样的?杭州品质LCD输送轴设备制造
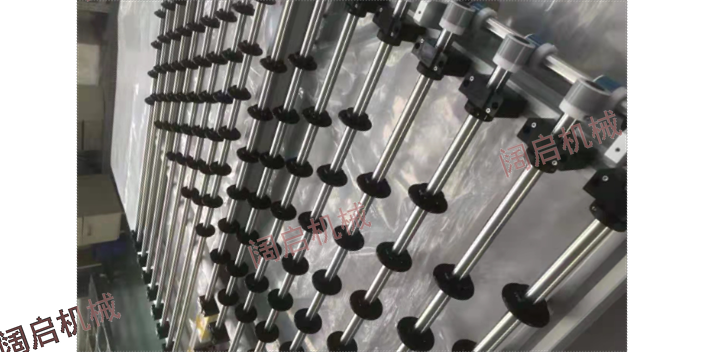
LCD输送轴
怎样通过选择刀具角度,减小车削细长轴产生的弯曲变形?车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响比较大。细长轴车刀必须保证如下要求:切削力小,减少径向分力,切削温度低,刀刃锋利,排屑流畅,刀具寿命长。从车削钢料时得知:当前角γ0增加10°,径向分力Fr可以减少30%;主偏角Kr增大10°,径向分力Fr可以减少10%以上;刃倾角λs取负值时,径向分力Fr也有所减少。主偏角(Kr)车刀主偏角Kr是影响径向力的主要因素,其大小影响着3个切削分力的大小和比例关系。随着主偏角的增大,径向切削力明显减小,在不影响刀具强度的情况下应尽量增大主偏角。主偏角Kr=90°(装刀时装成85°~88°),配磨副偏角Kr'=8°~100°,刀尖圆弧半径γS=0.15~0.2mm,有利于减少径向分力。广州加工LCD输送轴方案设计输送轴的润滑和维护对保证液晶显示器性能至关重要。

专业的、正常的、正规的生产厂家是一定会有专业的设备的,且数量一定不小,不然是没有能力和实力吃下大单子的,因此在实地考察的时候一定要注意对方是否拥有数控加工设备,车、铣、磨线切割、等设备如营业执照、营业资格、资质等,不要怕提这些要求会不礼貌,正规的公司和厂家是不会怕查看这些的,如果对方拒绝,那一定有猫腻,快跑为了确保对方有足够的生产能力和实力,另一方面也是为了防止被骗,实地考察的时候可以多向街坊四邻打听,如厂子办了多久了?平时生意好吗之类的,避免遇到皮包公司;
②我们可以主动将车刀的主偏角增大,这样就可以减少背向力,同样也可以帮助我们减少问题出现的概率;③我们也可以反向使用进给切削法,这样能够让工件受到轴向拉力,进而有效减少振动的出现;2、让工件不会再因为受热而轻易变形,自然也就可以让加工的过程变得更加简单、顺利,可参考方法包括弹性回转前列、加注充分切削液、减少车刀与工件摩擦等;3、我们可以在刀具的选择上下功夫,比如选择更加耐磨的道刀具、更换更加适合当前情况的形状的刀具、对刀具进行精确磨砺等。LCD输送轴的材料选择及特性?
3月1日,广州市花都区举行了2021年重点项目集中签约及动工活动。活动上,共有28个项目签约、37个投资项目动工。新华网消息显示,鸿利Mini/MicroLED新型背光显示二期项目也于当天动工。据LEDinside了解,去年12月16日,鸿利Mini/MicroLED新型背光显示二期项目签约落地广州市花都区。二期项目总投资金额约20亿元,主要用于研发、生产、销售MiniLED、MicroLED产品,预计完全达产后年产值约40亿元。当时,鸿利智汇曾表示,争取在2022年上半年完成二期项目的建设并投入使用,预计月产16万台75寸电视背光和10000平方米的P0.9mmRGB直显产品。值得一提的是,去年6月,鸿利智汇宣布计划投资建设鸿利Mini/MicroLED半导体显示项目,分两期进行。去年12月1日,一期项目正式投产,投资约1.5亿元,计划投入50条生产线,达产后预计月产出2万台75寸电视背光和1000平方米的P0.9mmRGB直显产品。更多LED产品咨询阔启机械,led产品传动部件制造商,于您共同助力大国智造!LCD输送轴的作用是什么?南京组装LCD输送轴源头工厂
LCD输送轴的工作原理是什么?杭州品质LCD输送轴设备制造
不锈钢细长轴在加工过程中容易出现哪些问题?当工件长度跟直径直比大于20~25倍(L/d>20~25)时,称为细长轴。由于细长轴本身刚性差(L/d值愈大,刚性愈差),在车削过程中会出现以下问题:1、工件受切削力、自重和旋转时离心力的作用,会产生弯曲、振动,严重影响其圆柱度和表面粗糙度。2、在切削过程中,工件受热伸长产生弯曲变形,;车削就很难进行,严重时会使工件在前列间卡住。因此,车细长轴是一种难度较大的加工工艺。虽然车细长轴的难度较大,但它也有一定的规律性,主要抓住中心架和跟刀架的使用、解决工件热变形伸长以及合理选择车刀几何形状等三个关键技术,问题就迎刃而解了。(上海阔启机械竭诚与您合作与您共同助力中国制造)杭州品质LCD输送轴设备制造
上一篇: 深圳加工LCD输送轴结构
下一篇: 通用不锈钢轴性价比