常州低压安全阀校验校验流程
安全阀的校验:1.应该先对安全阀进行清洗并且进行外观检查,然后对安全阀进行解体,检查各零部件。发现阀体、弹簧、阀杆、密封面有损伤、裂纹、腐蚀、变形等缺陷的安全阀应该进行修理、调整、更换。对于阀体有裂纹、阀芯与阀座粘死、弹簧严重腐蚀变形、部件破损严重并且无法维修的安全阀应该予以报废。安全阀在线校验时,先将阀体适当清洗、除锈,用肉眼检查安全阀阀体受压部分有无锈蚀和裂纹,如果有裂纹该阀应该立即更换。2.整定压力校验:缓慢升高安全阀的进口压力,当达到整定压力的90%时,升压速度应当不高于0.01MPa/s。当测到阀瓣有开启或见到、听到试验介质的连续排出时,则安全阀的进口压力被视为此安全阀的整定压力。当整定压力小于0.5MPa时,实际整定值与要求整定值的允许误差为±0.014MPa;当整定压力大于或等于0.5MPa时为±3%整定压力。进行安全阀校验工作有哪些要求呢?常州低压安全阀校验校验流程

安全阀的校验有三种。校验台离线校验,就是将安全阀安装在校验台上,然后使用校验介质使安全阀开启,通过观察压力表来确认开启压力。这种方法无法考虑背压安全阀和高温或者低温介质的安全阀校验;升压式跳法。就是安全阀在系统中安装,系统人为升压,直至安全阀起跳,来观察安全阀的开启压力,这种校验方法对安全阀的密封面损伤较大,操作危险性较大;在线仪器校验。就是通过外力将作用在安全阀上向下的弹簧作用力测出,以此来计算出安全阀的开启压力,这种方法一般不影响生产、系统压力不用改变,检测速度比较快,方便,该方法不能检测安全阀的密封性能。杭州空压机安全阀校验检定在进行安全阀安装之前应该及时检测安全阀的器密性以及耐压性。

安全阀的校验应该连续进行整定压力校验和密封性能试验,一般不少于2次。对于盛装易燃、易爆或毒性程度为中度以上的介质等不允许有微量泄漏的设备,其安全阀密封性能试验不可少于3次并且每次都应当符合要求。杠杆式安全阀应该有防止重锤自由移动的装置和限制杠杆越出的导架;弹簧式安全阀应该有防止拧动调整螺钉的铅封装置;静重式安全阀应该有防止重片飞脱的装置。阀瓣与阀座间密封面泄漏,应该对其密封面进行研磨处理。如果密封面损坏严重,经反复研磨仍无法达到密封要求,应该予以判废。弹簧式安全阀在公称压力范围内,若调整的开启压力范围不符合整定压力要求或调整后弹簧的压缩量过大,难以保证阀瓣的开启高度时,应该更换符合相应工作压力级别的弹簧。经修理或更换部件的安全阀,必须重新进行校验。
安全阀安装前应进行耐压试验和气密性试验,以检查安全阀的强度和密封性能。校正和调整只能在合格后进行。在气体试验台上,通过调整阀门上施加的负载来纠正安全阀的开启压力。杠杆安全阀调整重锤位置,弹簧安全阀调整弹簧压缩量。安全阀的开启压力应符合锅炉和压力容器安全技术监督程序的有关规定。在容器上,通过调整安全阀调节环与阀门之间的间隙来调节安全阀的排放压力和回座压力。如果安全阀在开启压力下只有泄漏而不跳跃或起跳,但压力下降后有剧烈振动和蜂鸣的声音,间隙过大,应调整得更小。如果回座压力过低,调节环之间的间隙过小,应适当调整。蒸汽安全阀的排放压力应小于或等于开启压力的1.03倍,开闭压差不应大于开启压力的10%。空气或其他气体的排放压力应小于或等于开启压力的1.10倍,开闭压差不应大于开启压力的15%。锅炉安全阀校验的安全技术措施有哪些?
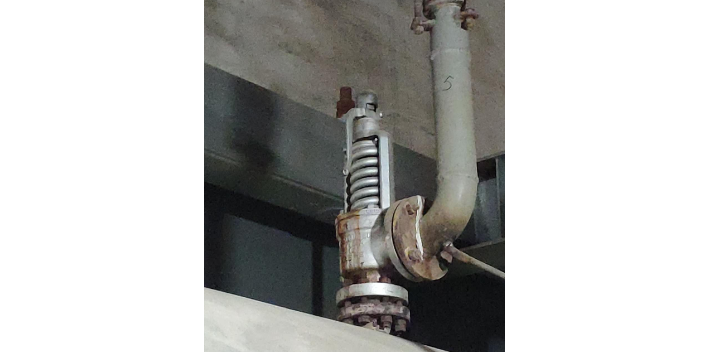
完全阀为什么会对外观部件检验,应该先对安全阀进行清洗并且进行外观检查,然后对安全阀进行解体,检查各零部件。发现阀体、弹簧、阀杆、密封面有损伤、裂纹、腐蚀、变形等缺陷的安全阀应该进行修理、调整、更换。对于阀体有裂纹、阀芯与阀座粘死、弹簧严重腐蚀变形、部件破损严重并且无法维修的安全阀应该予以报废。安全阀校验时,先将阀体适当清洗、除锈,用肉眼检查安全阀阀体受压部分有无锈蚀和裂纹,如果有裂纹该阀应该立即更换。无制造许可证的制造厂生产的安全阀或无铭牌或无校验记录的安全阀应该予以判废。安全阀校验时,影响应力腐蚀的因素有很多。奉贤区空压机安全阀校验
新出厂的安全阀,必要时在使用前进行性能校验。常州低压安全阀校验校验流程
封闭阀座密封面,在进口侧体腔施加检验压力,该压力值为设计压力的1.5倍。对于向空排放的或只在排放时产生背压力的,不需对排放侧体腔进行检验。当承受附加背压力或安装于封闭的排放系统时,则应对排放侧体腔进行检验,检验压力为高背压力的1.5倍。检验时应将检验压力保持足够长的时间,以保证对各个表面和连接处进行目视检查。检验持续时间不得少于规定,公称口径大于600毫米的,其检验的短持续时间按比例增加,对安全阀有充分的校验要求。常州低压安全阀校验校验流程
上一篇: 盐城内置式安全阀校验年检
下一篇: 丽水负压安全阀校验上门服务