上海烧录工装设备
机械操作动作作相对安定并且操作流程化:(1)操作位置应相近集中,(2)让机械尽量减少或脱离人的监控和辅助,(3)开关位置与下工序兼顾,(4)工件自动脱落,(5)能够自检的自动化,(6)安全头一,(7)小型化,(8)容易进行作业准备。工装是什么意思?在不同的领域,工装有不同的意思,工装的意思主要有三种:在机械生产加工领域。工装是指生产过程工艺装备,工业界,对某一特定产品加工、所涉及的专门使用加工设备的设计、制造都可称之为工装,简单来说就是制造过程中所用的各种工具,包括刀具、夹具、模具、量具、检具、辅具、钳工工具、工位器具等。机械加工过程中,精加工是确保零件精度和表面质量的关键环节。上海烧录工装设备
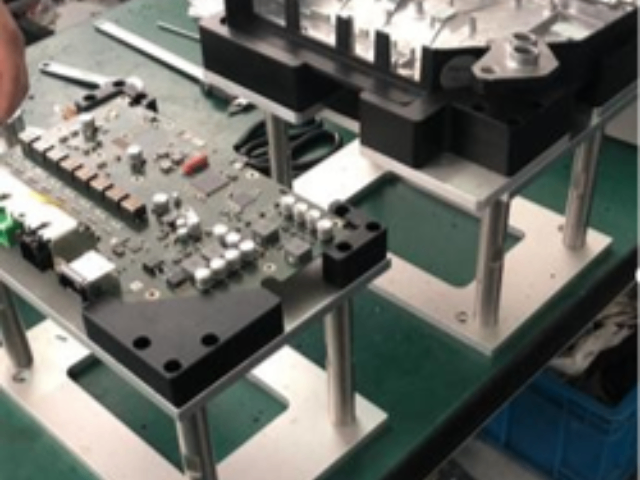
零件在夹具中定位后的夹紧三原则:a.零件在工装夹具中定位后的不移动原则,选择夹紧力的方向指向定位基准(头一基准),且夹紧力的大小应足以平衡其它力的影响,不使零件在加工过程中产生移动。b.零件在工装夹具中定位后的不变形原则,在夹紧力的作用下,不使零件在加工过程中产生精度所不允许的变形,必须选择合适的夹紧部位,调整好压板和零件的接触状态,施以合适的压紧力。c.零件在工装夹具中定位后的不振动原则,确保支承和夹紧体系的刚性,夹紧部位应尽量靠近零件的加工区域,以避免零件和夹紧系统的振动。 上海烧录工装设备精密的机床和先进的加工技术使得零件的加工更加精确和高效,提高了生产效率。
钢,与铸铁相比,钢具有高的强度、韧性和塑性,并可用热处理方法改善其力学性能和加工性能。钢制零件的毛坯可用锻造、冲压、焊接或铸造等方法取得,因此其应用极为普遍。按照用途,钢可分为结构钢、工具钢和特殊钢。结构钢用于制造各种机械零件和工程结构的构件;工具钢主要用于制造各种刃具、模具和量具;特殊钢(如不锈钢、耐热钢、耐酸钢等)用于制造在特殊环境下工作的零件。按照化学成分,钢又可分为碳素钢和合金钢。碳素钢的性质主要取决于含碳量,含碳量越高则钢的强度越高,但塑性越低。
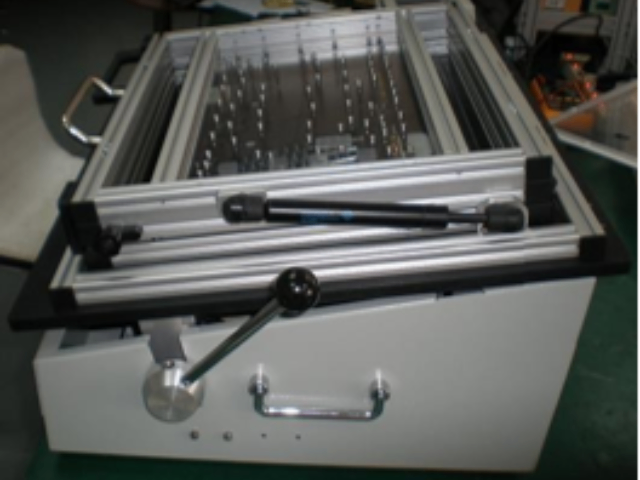
工装夹具的设计原则:1、用夹具固定产品及工具,以固定用台钳及夹持具等来固定产品及工具,以解放人手从而进行双手作业。2.使用专门使用工具,生产线中所用工装应较适合该产品及人工操作的专门使用工具以提高生产效率。3、合并二种工装为一种,减少工具的更换麻烦,以减少转拉的工时消耗,提高工作效率。生活中我们常见的红、蓝两用毛及带有橡皮的铅笔。4.提高工具设计便利性减少疲劳:(1)工具手柄方便抓握,(2)作业工具与人体动作相协调,(3)工装夹具的操作应以I的方法进行评估。自动化焊接技术的应用,使得零件的焊接更加精确和高效,提高了整个产线的生产效率。

剪切,工程中经常见到承受剪切作用的构件。这类杆件受力的共同特点是:在构件的两侧面上受到大小相等,方向相反,作用线相距很近而且垂直于杆轴的外力的作用。在这样的外力作用下,杆件的主要变形是:以两力 间的横截面m-m为分界面,构件的两部分沿该面发生相对错动。构件的这种变形形式称为剪切,截面m-m称为剪切面,剪切面与外力的方向平行。当外力足够大时,构件将沿剪切面被剪断。只有一个剪切面,称为单剪,同时构件受压,两侧还受到其它构件的挤压作用,这种局部表面受压的现象称为挤压。若压力较大,则接触面处的局部区域会发生明显的塑性变形,致使结构不能正常使用,这种现象称为挤压破坏。 联接件除了受剪切和挤压外,往往还伴随有其它形式的变形。例如,弯曲或拉伸变形。但由于这些变形相对剪切和挤压变形来说是次要的,故一般不予考虑。 这类变形形式是由大小相等,方向相反,作用线相互平行的力引起的,表现为受剪杆件的两部分沿外力作用方向发生相对错动。机械中常用的联接件,如键、销钉、螺栓等都产生剪切变形。不同行业和应用领域对零件、工装、冶具的需求有所不同,需要根据具体情况进行选择和定制。焊接治具供应商
波峰焊工艺中,工装的设计至关重要,它确保了零件焊接的稳固与精确。上海烧录工装设备
在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。这就给不熟悉这方面情况的人带来了迷惑。同时也增加了他们在机械零件工作中选择表面粗糙度的困难。上海烧录工装设备