电解腐蚀按钮操作
晶间腐蚀检验方法:晶间腐蚀检验在进行检测的时候都要按照标准进行测试的,首先需对其加工标准进行检测,其次就是对测试材料的性能进行检测,晶间腐蚀是材料的一种性能,那么对于它的取样方法和对结果的判定,我们其实就可以根据以下内容来操作,小编总结了相关专业人士的想法为大家简单的介绍下,希望能对您有帮助。晶间腐蚀检验的试样是有表面粗糙度的要求的,可以根据国标要求进行加工,因为试样尺寸有要求,所以建议在加工试样时就可以将试样加工到需要要求,而不用自己再去用砂纸打磨;晶间腐蚀,应用于不锈钢的晶间腐蚀的设备。电解腐蚀按钮操作
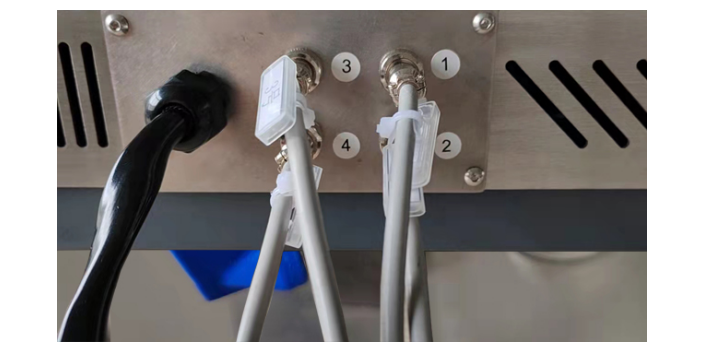
电解抛光腐蚀后面板上面前面一个为电源总开关;下排左起前面一个为电源输入插座;下排左起第二个:插座的开/关与工作电流输出同步;下排左起第三、四个和电源的总电源同步。注意事项:开机前将电压、电流调节电位器逆时针调到底;空栽或轻负载时输出电压由高处至低端时,动作不宜过快以免失控;面板输出接线柱不可当输入接线柱使用;对稳压电源进行维修时,必须将输入电压断开;输入电源线的保护接地端,必须可靠接地,以确保使用安全。宁波金属抛光腐蚀品牌有哪些低倍加热腐蚀采用计算机及可控硅控制低倍组织热酸蚀过程,独特的PID温度控制计算方法。

低倍组织热腐蚀,项目介绍:低倍组织检验是用肉眼或放大适当的倍数来观察试样浸蚀面的宏观组织缺陷及断口形貌的一种检测方法。低倍检验常用的方法有酸蚀、断口形貌、硫印、塔形发纹等,其中酸蚀又包括热酸腐蚀法、冷酸腐蚀法及电解腐蚀法,如需仲裁是推荐使用热酸腐蚀法。低倍检验所需设备简单,操作简便迅速结果直观,易于掌握。它是鉴定制品品质的一种重要方法,也是研究工艺制造以及对制品进行品质分析时普遍采用的一种手段。低倍检验时试样的粗糙度要保证,不得有油污和加工伤痕;酸洗时的温度和时间要适宜;清洗时试样表面的腐蚀产物要刷干净,并及时吹干;酸洗后需立即评定。
电解抛光腐蚀缺点,电解抛光由于没有机械力的作用,所以没有变形层产生,也没有金属扰动层,能够显示试样材质的真实组织。由于抛光时试样是浸泡在电解液中,电解液对试样有浸蚀作用,有些试样抛光后就可直接观察组织,不必再进行组织显示。电解抛光特别适合于容易产生塑性变形而引起加工硬化的金属材料和硬度较低的单相合金,比如高锰钢、有色金属、易剥落硬质点的合金和奥氏体不锈钢等。尽管电解抛光有如上优点,但它仍不能完全代替机械抛光,因为电解抛光对金属材料化学成分的不均匀性、显微偏析特别敏感,所以具有偏析的金属材料基本上不能进行电解抛光。低倍组织热酸蚀腐蚀采用三层样品隔离放置方式,样品取放方便且增加了工作空间,改善腐蚀性。

晶间腐蚀涌入,主要由于晶粒表面和内部间化学成分的差异以及晶界杂质或内应力的存在。晶间腐蚀破坏晶粒间的结合,降低金属的机械强度。而且腐蚀发生后金属和合金的表面仍保持一定的金属光泽,看不出被破坏的迹象,但晶粒间结合力明显减弱,力学性能恶化, 不能经受敲击,所以是一种很危险的腐蚀。通常出现于黄铜、硬铝合金和一些不锈钢、镍基合金中。不锈钢焊缝的晶间腐蚀是化学工业的一个重大问题。不锈钢在腐蚀介质作用下,在晶粒之间产生的一种腐蚀现象称为晶间腐蚀。低倍组织热酸蚀腐蚀,样品托盘可完全取出,清洗容易。湖北腐蚀源头厂家
电解抛光腐蚀,既可用于金相试样的抛光,也可用于金相试样的腐蚀。电解腐蚀按钮操作
电解抛光腐蚀参考资料
|
试验材料 |
电解液配比 |
电压 |
时间 |
备注 |
|
不锈钢和合金钢 |
水:240ml,硫酸: 340ml 磷酸(85%): 650ml |
1.5~12V |
2~10分 |
0.1~0.2A/cm2 |
|
不锈钢 |
水:330ml,硫酸 120ml磷酸(85%): 550ml |
1.5~12v |
1分 |
0.05A/ cm2 |
|
不锈钢和合金钢 |
水:240ml,磷酸:(85%):650ml铬酸80% 硫酸 130ml |
1.5~12V |
5~60分 |
0.5A/cm2 100~130。F |
|
钝铁、碳钢、合金钢、不锈钢、钛、铬 |
醋酸(冰醋酸) 940ml高氯酸(60%) 60ml |
20~60V |
1~5分 |
多用途好的电解液 |
|
纯钢 |
蒸馏水 175ml磷酸(85%) 825ml |
1.0~1.6v |
10~40分 |
铜阴极 |
|
黄铜、铜、铜合金(锡青铜除外) |
水 300ml磷酸(85%) 700ml |
1.5~1.8V |
5~15分 |
铜阴极 |
|
α或(α+β)黄铜 |
水 600ml磷酸(85%) 400ml |
1~2v |
1~15分 |
铜或不锈钢阴极 |
电解腐蚀按钮操作
上一篇: 苏州腐蚀性价比高
下一篇: 苏州盐酸腐蚀多少钱一台