桂林斜轮行星减速机供应商
减速机基础知识要点——侧倾力矩[Nm]:指轴向力和径向力作用于输出端轴承上径向受力点的力矩。
轴向力F2AMax[N]:是指平行于轴心的一个力。它平行于输出轴。它的作用点与输出轴端有一定的轴向偏差(y2)时,会形成一个额外的弯挠力矩。轴向力超过样本所示的额定值时,须用联轴节来抵消这种弯挠力。
径向力F2RMax[N]:指垂直作用于轴向力的一个力。它的作用点与轴端有一定的轴向距离(x2),这个点成一个杠杆点。横向力形成一个弯挠力矩。
安全系数S:安全系数等于齿轮箱的额定输入功率与电机功率的比值。
使用系数fs:使用系数表现减速机的应用特性,它考虑到减速机的负载类型和每日工作时间。(选型说明中有详细数据)
安装力矩[N]:齿轮箱的组装和电机与齿轮箱的连接安装,都是有力矩要求。建议用力矩扳手来完成安装步骤。适合输入轴采用弹性联轴器要求。
额定输入功率P1[Kw]:指减速箱安全的最大输入功率。输入转速为n1;
安全系数S=1;理论寿命为10000小时
输出功率P2[Kw]:指传递到输出轴的有效功率;
热功率[Kw]:热功率值与减速机的发热限制相关。 JIG出品必属精品,不断引进先进的技术和工艺装备,注重产品的技术含量,只为客户放心。桂林斜轮行星减速机供应商
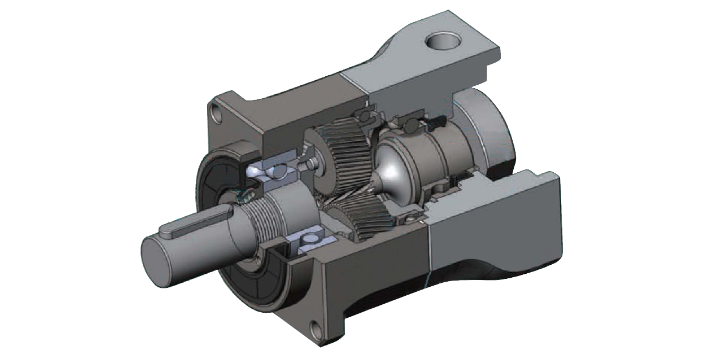
行星齿轮传动装置的重量,一般情况下正比于齿轮的重量,而齿轮的重量与其材料和热处理硬度有很大关系。例如在相同功率下,渗碳淬火齿轮的重量将是调质齿轮重量的1/3左右。所以针对行星齿轮减速机的结构特点和齿轮的载荷性质,普遍采用硬齿面齿轮,使得行星减速机的各零部件都是非常耐磨,使用的年限都是在2-55年。获得硬齿面齿轮的热处理方法很多,如表面淬火,整体淬火、渗碳淬火、渗氮等等,应根据行星齿轮减速机的特点考虑选定。南京FE行星减速机工厂创日精工-专注减速机产品,型号齐全,品质优良!公司不断引进先进的技术和工艺装备,只为客户放心。
减速机基础知识要点——额定输入转速n1[rpm]:齿轮箱的驱动速度,如齿轮箱与电机直接相连,则转速值与电机转速相同。本书中的额定输入转速是在环境温度为20°C的条件下,环境温度较高时请降低转速n1。
输出转速n2[rpm]:输出转速按照下列公式通过输入转速n1和传动比i计算出来。
传动效率η:由于摩擦引起的损失总是使有效率小于1,也就是少于100%。样本上的效率是齿轮箱在满负荷运动情况下,减速箱的传输效率。
额定输出扭矩TN[Nm]:指齿轮箱长时间(连续工作制)可以加载的力矩(无磨损),条件应满足负载均匀,安全系数S=1,理论寿命为20000小时;T2N值遵守ISODP6336齿轮标准与ISO281轴承标准。
减速机安装在交流和直流伺服电机上,广泛应用于中等精度的工业领域。如:印刷机床、火焰切割、激光切割、数控机床、工具机械、食品包装、自动化行业。在航空航天、半导体设备、医疗设备、印刷设备、包装机械、纺织机械、机器人、机械手、通信设备、制药设备、数控机床、数控弯管机、停车设备、测量设备、机床、精密监控系统、车辆行业,自动控制系统和其他行业。可用于精密工业,如数控机床、造船、机械加工机床制造等大型机械设备领域;此外,它还广泛应用于汽车制造、智能家居、无人机、医疗设备、光学设备、仪器仪表、工程机械、家用电器等领域。因此,在购买行星减速机时,尽量选择定制电源模式。减速机减速机的工作原理是比较精密的机器。使用减速机的目的是降低速度和增加扭矩?速比=电机输出转数÷减速机输出转数(“速比”也称为“传动比”)1.知道电机功率、速比和使用系数,计算减速机扭矩如下:减速机扭矩=9550×电机功率÷电机功率输入转数×速比×使用系数2.知道扭矩、减速机输出转数和使用系数,并计算减速机所需电机功率如下:电机功率=转矩÷9550×电机功率输入转数÷速比÷使用系数。它种类繁多,型号各异,不同的类型有不同的用途。创日精工行星减速机是您的减速机选型方案专家,公司产品型号更齐全,欢迎新老客户前来 选购。

减速机基础知识要点——转动惯量J[Kgcm2]:表示一个物体尽力保持自己转动状态(或静止或转动)特性的一个值。样本中的值均指输入端。
惯量比λ:是指负载惯量与传动系统惯量(电机加上齿轮箱)之间的比值。这个比值决定了系统的可控性。λ值越大,也就是各转动惯量差值越大,高动态的动作过程就越难精确控制,建议尽可能将入值控制在<5。齿轮箱可以将负载惯量降低1/i2。
扭转刚度Ct21[Nm/Arcmin]:由加载力矩和所产生的扭转角之间的比率来定义。Ct21=△T/△ψ。它说明需要用多大的力矩才能把输出轴转动一弧分。扭转刚度是从迟滞曲线得出的。在曲线图上只需要关注T2B的50%和100%这个范围,在这个范围内,曲线可看成是一条直线。
弧分[arcmin]:一度分为60弧分(=60arcmin=60′).如回程间隙标为1arcmin时,意思是说齿轮箱转一圈,输出端的角偏差为1/60°。在实际应用中,这个角偏差与轴直径有关b=2•π•r•a°/360°。就是说,输出端直径为500mm时,齿轮箱精度为jt=3′时,齿轮箱转一圈的偏差为b=0.4mm。 减速机厂商,型号齐全,可根据客户需求非标定制,规格型号齐全,品质优良,现货供应,欢迎 来电咨询。玉林中大行星减速机
JIG出品必属精品,专业工程师为你提供行星减速机完善的选型标准,是您的放心之选。桂林斜轮行星减速机供应商
行星减速机冷加工和热加工的区别热装过程是通过明火、油沸腾和电磁加热将工件温度提高到180度左右。基于行星减速机装配基孔的热膨胀,将轴类工件热套入基孔,待工件冷却后锁定,实现套筒与齿轮类工件的装配操作。由于热装配的基本原理是热膨胀和冷收缩,因此通过加热带有基孔的工件,通过热膨胀增加基孔的直径。但是,由于加热时间不足、间隙过小、环境温度低、冷却速度快、装配速度不及时,轴类零件和孔类零件的孔径在就位前可能会收缩,导致夹持和卡滞的两难境地,导致零件损坏。冷装工艺是将要安装在底座孔中的零件冷却以缩小其外形尺寸,并在装配表面之间产生装配间隙以便于零件装配的一种装配方法。如果采用冷装工艺进行装配,只需对二级行星内齿圈进行冷却,零件体积小,易于冷却,且冷装工艺为无损装配,对零件无损伤。通过比较不难发现行星减速机的冷装和热装过程。与热装工艺相比,冷装工艺不易对行星减速机零件造成损坏。因此,建议您在安装时尽可能使用冷充电过程。桂林斜轮行星减速机供应商
深圳市创日精工科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的五金、工具中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,深圳市创日精工科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
上一篇: 舟山FBL行星减速机厂家
下一篇: 桂林FB行星减速机优缺点