RV涡轮蜗杆减速机工厂
铝合金减速机的输出轴端安装小齿轮、联轴器或者带轮时,要采用轴端螺孔压入方式,并杜绝敲击。还未用过的铝合金减速机试运行160小时左右,应该重新更换润滑油,日后换润滑油的时间间隔约为4500小时。铝合金减速机箱体内的应当保留足够的润滑油,并定时检查油的量度。不允许采用合成油与矿物质油混合来选用。蜗轮蜗杆减速机是一个常用的仪器。那么,蜗轮蜗杆减速机根据要求对中再之后,蜗轮蜗杆减速机可以获得更理想的传动效果和更长久的选用寿命。蜗轮蜗杆减速机所采用的联轴器有多种可选类型,但好不能选用钢性固定式联轴器,这类联轴器的安装特别困难,倘若安装不当就能够加强载荷量,容易造成轴承的损坏,甚至会造成输出轴的断裂。以上只算是蜗轮蜗杆减速机如何用效果好的主要相关事项。次选用或更换蜗轮蜗杆减速机时运转150-小时后更换润滑油,按期检查蜗轮蜗杆减速机油的份量和质量,保留足够润滑油,注油量须按表要求,蜗轮蜗杆减速机工作场所温度为—40°C~+40°C,当环境温度低于0°C时,起动前润滑必须加热到0°C以上或采用低凝固点的润滑油。创日精工不断引进先进的技术和工艺装备,注重产品的技术含量,向用户提供质量可靠的减速机!RV涡轮蜗杆减速机工厂
齿形有多种形式,其中渐开线齿是常见的。常用的渐开线齿廓加工方法有两种,即成形法和生成法。1.磨牙齿具有盘形模块化铣刀或指形铣刀的铣齿属于形成方法,铣刀齿的截面形状对应于齿轮齿间的形状。2.成形和磨牙也属于成型方法。。3.滚齿它属于生成法,其工作原理相当于一对斜齿轮的啮合。滚刀的原型是一个具有大螺旋角的斜齿轮。由于齿数小(通常齿数z=1),齿很长,绕轴形成具有小螺旋角的蜗轮。该齿成为一个具有切削刃和浮雕角度的滚刀。4.剃须的牙齿在大批量生产中,剃齿是一种常用的非硬齿面精加工方法。其工作原理是利用剃齿刀与待加工齿轮自由啮合。通过两者之间的相对滑移,非常精细的切屑从齿面刮除,以提高齿面精度。剃齿还可以形成鼓形齿,以改善齿面接触面积的位置。5.形成牙齿除滚齿外,成形齿轮是一种常用的生成式齿轮加工工艺。6.磨齿的生成方法生成式磨齿的切削运动与滚齿类似。该生成法可用于蜗轮、锥形轮或碟形轮的磨削。7.珩磨珩齿的原理与剃齿相似。珩磨轮和工件类似于一对无间隙啮合的斜齿轮。8.电火花电火花线切割又称线切割。它是在电火花打孔成型的基础上发展起来的。它不仅发展了电火花加工的应用,而且在某些方面取代了电火花加工的穿孔和成形。RV涡轮蜗杆减速机工厂创日精工是精密机械动作元件的供应者,可提供机械相关行业更完整的配套服务,欢迎新老客户前来选购。

噪音[dB]:成套设备选用低噪音齿轮箱,有助于环境保护和健康保护。速比与转速直接影响到噪音水平,一般是转速越高,噪音越大;速比越大噪音越小。样本中的值是在输入转速为3000rpm/min时,不带负载,距离减速机一米距离时测量的。平均寿命[h]:指减速机在额定负载下,最高输入转速时的连续工作时间。额定输入转速n1[rpm]:齿轮箱的驱动速度,如齿轮箱与电机直接相连,则转速值与电机转速相同。本书中的额定输入转速是在环境温度为20°C的条件下,环境温度较高时请降低转速n1。输出转速n2[rpm]:输出转速按照下列公式通过输入转速n1和传动比i计算出来。传动效率η:由于摩擦引起的损失总是使有效率小于1,也就是少于100%。样本上的效率是齿轮箱在满负荷运动情况下,减速箱的传输效率。
齿轮齿面磨损的修复方法调整换位法、位移切削法、镶齿修复法和堆焊修复法是齿轮齿面磨损常用的四种修复方法。1.调整换位方法:更换磨损齿轮的轴承,继续使用未磨损或磨损较小的齿轮零件。适用于因单向运转而造成齿面磨损的齿轮传动机构的修复。对称结构的单面磨耗齿轮,可直接翻转180°重新安装使用;锥齿轮或正反转齿轮不能通过调整换位进行修理。2.偏位切削法:我们采用大排量的方法,将报废齿轮的某个数值,轮径滚刀,再次切出齿面腐蚀的部分,用负位移,将大齿轮小齿轮用正位移,加工后已成为新齿轮传动参数不变,从而导致大齿轮的修复,投入使用。金属加工厂人字轮磨损,Mn=16,Z=170,齿面点蚀,坑深约2~3mm。经过研究,对大齿轮进行大位移修复,并分别制作一个匹配的小齿轮。从而恢复了齿轮副的正常使用。3.插齿修齿法:对于小负荷、低速的齿轮,将个别齿敲除后,修齿时在刨床上刨出坏齿轮的齿根梯形槽,将槽形相同的新齿胚压入一定的松紧度,焊接牢固或用螺栓连接成型。4.堆焊修复方法:个别齿轮齿面磨损或齿端两侧磨损,可根据齿轮的损伤情况,在齿轮的整个或部分表面堆焊一层或几层金属。齿轮的焊接修理可分为电焊和气焊。堆焊齿轮修复,操作作简单,修复质量较好。专业减速机厂家供应,可提供2D 3D尺寸图,承载能力高,使用寿命长,运转平稳,噪声低。欢迎来电咨询。

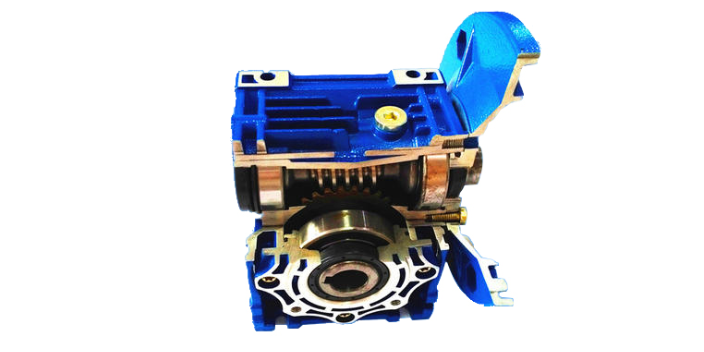
涡轮蜗杆减速机性能特点:1、传动平稳、振动、冲击和噪音均小,减速比大,通用性广,能与各种机械设备配套使用。2、能以单级传动获得较大的传动比,结构紧凑,大部分型号减速机有相对的自锁性,对有制动要求的机械设备能节省制动装置。3、蜗杆螺牙与蜗轮齿面的啮合摩擦损耗较大,因此传动效率要比齿轮低,容易发热和温度较高。4、对润滑和冷却要求较高一些。5、互配性好,蜗轮蜗杆均按国家的标准制造,轴承、油封等均用标准件。6、箱体型式有基本型(箱体为带有底脚板的立式或卧式两种结构)和通用型(箱体为长方体,多面设有固定螺孔,不带底脚板或另装底脚板等多种结构型式)。7、输入轴联接方式有基本型(单输入轴及双输入轴)、带电机法兰两种。8、输出、输入轴位置方向有输入轴在下及在上;输出轴向上及向下;输入轴向上及向下。9、可用2台或3台减速机组成多级减速机,以获得极大的传动比。JIG减速机与各行业企业都有合作关系,可提供CAD,3D,PDF技术支持上、提供24小时快速发货,库存充足。RV涡轮蜗杆减速机工厂
JIG出品必属精品,产品通过ISO9001质量体系认证,品质优良,现货供应,是您的放心之选。RV涡轮蜗杆减速机工厂
齿轮加工是一个极其复杂的过程。只有使用正确的技术才能有效生产,生产过程的每一部分都须达到极其准确的尺寸。齿轮加工周期包括普通车削→滚齿→插齿→剃齿→硬车削→磨齿→珩磨→钻孔→内孔磨削→焊接→测量。为这个过程配置一个合适的夹紧系统是特别重要的。接下来,我们将介绍各种工艺中的齿轮夹紧系统。普通机械加工在普通车削中,齿轮毛坯通常夹紧在立式或卧式车削机上。对于自动装夹夹具,绝大多数不需要在主轴的另一侧安装辅助稳定装置。滚齿加工由于其的经济性,滚齿是一种切割过程的生产外齿轮和圆柱齿轮。插齿加工插齿是一种齿轮加工技术,主要用于不能滚齿的情况下。这种加工方法主要适用于齿轮的内齿加工和结构扰动齿轮的外齿加工。剃齿加工剃齿是一种齿轮精加工工艺,它具有与齿轮齿廓相对应的刀体。该工艺具有较高的生产经济性,在工业上得到了普遍的应用。硬车加工硬车削可以取代昂贵的磨削工艺。为了使其正常运行,系统的各个部分与处理部分连接在一起。选择正确的机床、夹具和刀具决定了车削效果。磨齿加工现在,为了成功地实现必要的精度在齿轮生产,硬精加工的齿面在许多情况下是必不可少的。在批量生产中,它是一种非常经济有效的加工方法。RV涡轮蜗杆减速机工厂
创日精工,2011-09-02正式启动,成立了减速机,中空旋转平台,伺服电机,调速器等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升JIG的市场竞争力,把握市场机遇,推动五金、工具产业的进步。创日精工经营业绩遍布国内诸多地区地区,业务布局涵盖减速机,中空旋转平台,伺服电机,调速器等板块。同时,企业针对用户,在减速机,中空旋转平台,伺服电机,调速器等几大领域,提供更多、更丰富的五金、工具产品,进一步为全国更多单位和企业提供更具针对性的五金、工具服务。深圳市创日精工科技有限公司业务范围涉及经营范围包括一般经营项目是:减速机、机电设备、五金制品、电子电器、塑胶制品的技术开发与销售;国内贸易;货物及技术进出口。(不含再生资源回收经营及法律、行政法规决定规定在登记前须经批准的项目),许可经营项目是:减速机、机电设备的生产。等多个环节,在国内五金、工具行业拥有综合优势。在减速机,中空旋转平台,伺服电机,调速器等领域完成了众多可靠项目。
上一篇: 武汉立式行星减速机生产厂家
下一篇: 三亚FBL行星减速机优缺点