南通kg7钨钢加工厂家
加工金属钨时,常常使用钨钢作为铣刀材料,因为钨钢具有高硬度、高耐磨性何高稳定性等优点,能够有效处理金属钨这种高硬度的材料。钨钢铣刀的硬度一般在HRC60-70之间,硬度越高的钨钢铣刀可以提供更好的耐磨性和切削性能,从而提高加工效率和质量。钨的硬度非常高,一般的钢材难以直接切削加工。因此,铣削钨时需要采用合适的切削工艺和切削参数,以及选择适当的刀具。可以采用低速高进给的铣削方式,同时使用液压夹持和冷却液进行切削,以提高加工效率和质量。总之,加工金属钨需要使用硬度在HRC60-70之间的钨钢铣刀,同时采用合适的切削工艺和切削参数,以及适当的夹持和冷却液,以保证加工效率和质量。切脚机刀片这种是以硬质合金也就是钨钢为材料的电子行业刀片。南通kg7钨钢加工厂家
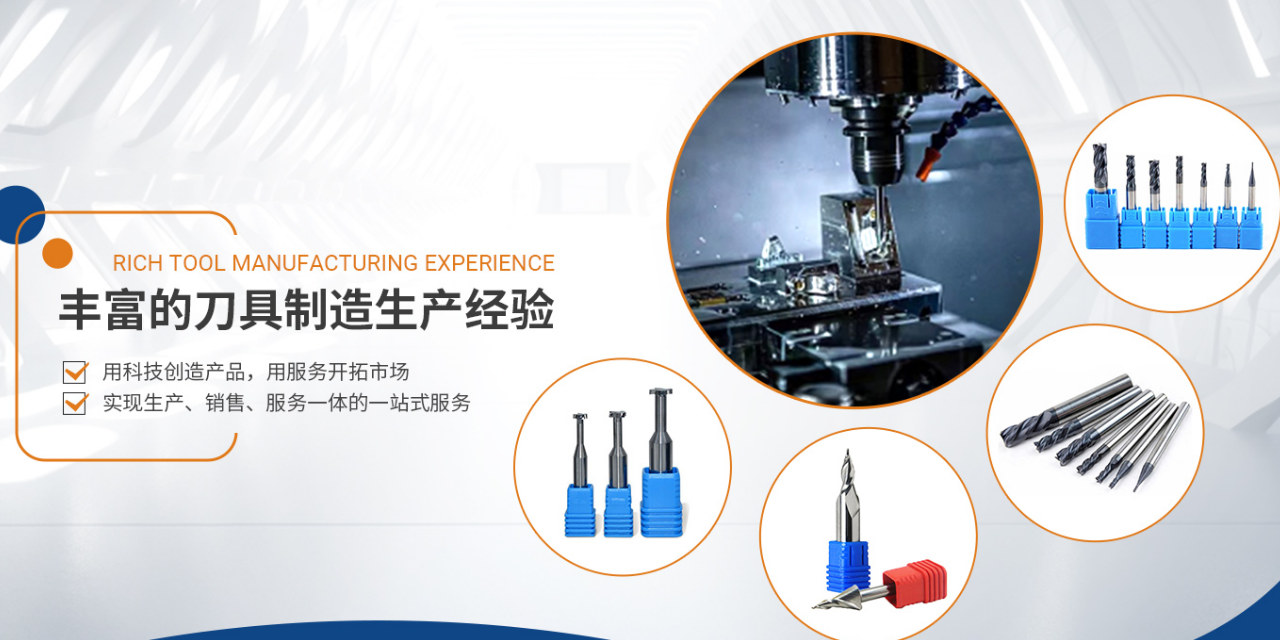
钨钢刀具
切削表面质量是指切削后工件表面的光洁度、平整度等指标。钨钢刀具的高硬度和强度高使其能够保持较好的切削表面质量,但切削过程中容易产生毛刺、划痕等缺陷。因此,在使用钨钢刀具时,应注意刀具的磨损情况,及时更换刀具,以保证切削表面质量。维护和延长钨钢铣刀的使用寿命是提高机加工效率的关键。通过定期检查磨损和损坏,正确选择刀具和切削参数,以及使用正确的切削液和保持清洁,可以有效延长钨钢铣刀的使用寿命,并提高生产效率。在机加工工厂的生产过程中,机械师和其他机器操作员应遵循这些建议和技巧,以确保钨钢铣刀在其生产线上的长期稳定性和可靠性。深圳YU06A钨钢有几种材质3. 钨钢刀具的切削面光洁度高,切削后的工件表面质量好,不需要进行二次加工。

钨钢铰刀应用具有一个或者多个刀齿,用以切除孔已加工表面薄金属层的旋转刀具。经过钨钢铰刀加工后的孔可以获得的尺寸和形状。铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小。用来加工圆柱形孔的铰刀比较常用。用来加工锥形孔的铰刀是锥形铰刀,比较少用。按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的。对孔的半精加工及精加工而设计出来的,铰刀由于导向和刚性好,加工余量小,切削厚度薄,铰削可获得H7~H9级精度和表面粗糙度;用于孔的精加工和半精加工的刀具。由于是精加工,故加工余量一般很小,这就要求铰刀的齿数多,修光刃长,为此其加工精度及表面粗糙度都必须较高,根据具体加工要求来定。适用于灰铸铁、球墨铸铁、铝合金、中碳钢、不锈钢等材料的精加工;能获得良好的加工表面粗糙度及精度。深圳市艾米来可为您提供更多钨钢铣刀解决方案。
钨钴类硬质合金主要成分是碳化钨(WC)和粘结剂钴(Co)。其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。钨钛钴类硬质合金主要成分是碳化钨、碳化钛(TiC)及钴。其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。例如,YT15,表示平均WTiC=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。钨钛钽(铌)类硬质合金主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。这类硬质合金又称通用硬质合金或硬质合金。其牌号由“YW”(“硬、万”两字汉语拼音字首)加顺序号组成,如 YW1。9. 钨钢刀具的切削速度快,可以提高加工效率,降低生产成本。
钨钢刀具的切削力和切削温度的控制方法:1.采用合适的切削液:切削液可以降低切削温度、减小切削力、延长刀具寿命。应根据加工材料的特性和切削条件选择合适的切削液,如水溶性切削液、油性切削液等。2.采用合适的刀具几何形状:刀具的几何形状对切削力和切削温度也有影响。应根据加工材料的特性和切削条件选择合适的刀具几何形状,如刀具前角、后角、刃倾角等。3.控制切削过程中的冷却和润滑:在切削过程中,应保持切削区域的冷却和润滑,以降低切削温度和切削力。可以采用喷雾冷却、液压冷却等方式。25. 钨钢刀具的切削效率高,可以减少加工时间和能耗,提高生产效率。惠州kg7钨钢夹头
钨钢铣刀硬度为维氏10K,就次于钻石。南通kg7钨钢加工厂家
钨钢刀具的切削力和切削温度的控制方法有以下几种:1.选择合适的切削参数:切削速度、进给量和切削深度等参数的选择对切削力和切削温度有很大影响。应根据加工材料的硬度、切削性能和工件形状等因素,选择合适的切削参数,以减小切削力和切削温度。2.采用合适的刀具材料:钨钢刀具的硬度高、耐磨性好,但其导热性较差,容易产生高温。因此,在加工高硬度、高温度材料时,应选择导热性好的刀具材料,如PCD、CBN等。更多关于钨钢刀具的资讯敬请关注本站!南通kg7钨钢加工厂家
上一篇: 广州UF03钨钢切刀刀片型号价格
下一篇: 南京钨钢刀具厂家